

Результаты наблюдения за работой
Вид операции |
Наблюдаемые величины |
|||
Продолжительность забивки, мин |
Сила тока, А |
Напряже-ние, В |
Потребляемая мощность, кВт |
|
Всего на 1 костыль |
||||
Забить 3 костыля в заранее просверлен-ные отверстия |
Не менее 5 сек |
2,6 |
220 |
0,6 |
Технические характеристики эпк-3
Мощность – 0,6 кВт
Число ударов в мин – 1100
Напряжение – 220 В
Масса без кабеля и вилки – 24 кг
Примечание. Число ударов определяется при работе с помощью вибротахометра
Лабораторная работа №4. Электрогаечный ключ эк-1 и рельсосверлильный станок 1024-б
1. Работа с электрогаечным ключом ЭК-1.
Принципиальная схема
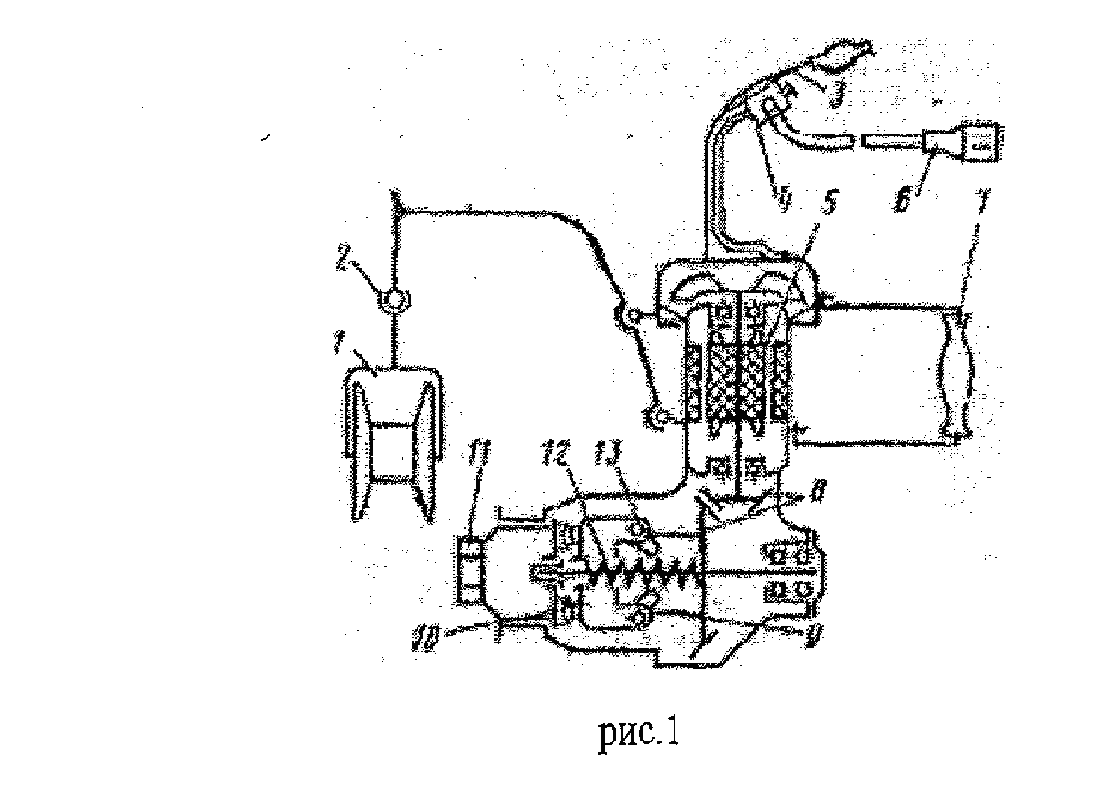
1.Двухколесная тележка 2.Шарики 3.Рукоятка 4.Переключатель
5.Электродвигатель 6.Вилка 7.Ручка транспортировки 8.Редуктор
9.Кулак 10. Молоток 11. Головки 12. Пружина 13. Шарики
Порядок производства работ
Сначала разболчиваются гайки стыка и они вновь наживляются. Производится навинчивание гаек в течение 10 сек, после чего определяется усилие на отвинчивание динамометрическим ключом. Гайки завинчиваются в течение 20 сек, и вновь определяется усилие. Третий раз операция повторяется при завинчивании в течение 30 сек.
Таблица 1
Результаты наблюдения за работой
Вид операций |
Наблюдаемые величины |
|||||
Продолжитель-ность, мин. |
Сила тока, А |
Напря-жение, В |
Потребляемая мощность, кВт |
Усилие на отвинчивание (среднее на болт), кН |
||
на стык |
на болт |
|||||
Завинчивание гайки 10 сек |
|
|
1,8 |
220 |
0,4 |
300-400 |
То же 20 сек |
|
|
1,8 |
220 |
0,4 |
300-400 |
То же 30 сек |
|
|
1,8 |
220 |
0,4 |
300-400 |
Технические характеристики
Мощность – 0,4 кВт
Напряжение – 220 В
Сила тока – 1,8 А
Обороты голов. ключа – 660 об/мин
Обороты двигателя – 2800об/мин
Время завинчивания и отвертывания гайки – 5-6 сек
Масса без тележки и кабеля – 20 кг
Масса комплекта – 26,4 кг
2. Рельсосверлильный станок 1024-Б.
Схема рельсосверлильного станка
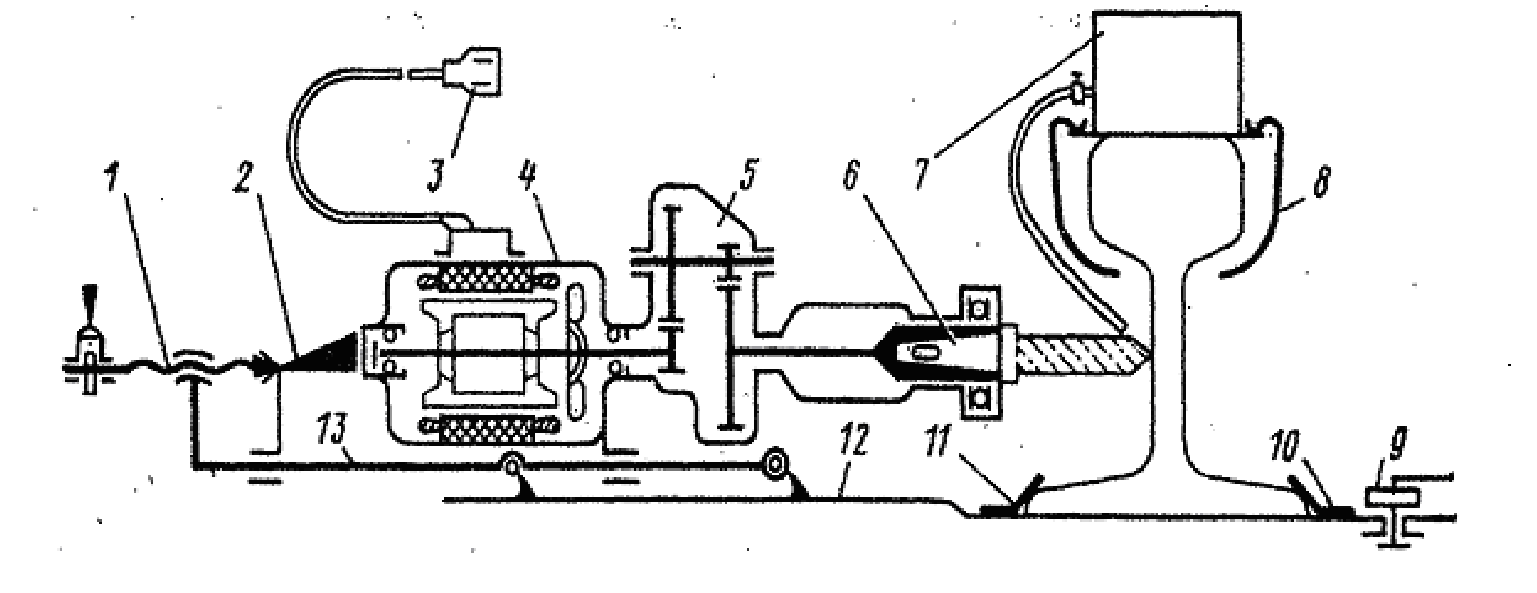
1.Винт 2.Скоба 3.Вилка 4.Двигатель 5.Редуктор 6.Шпиндель 7.Бак с маслом
8.Скоба 9.Зажим 10-11.Упоры 12.Рама
Таблица 2