

§ 3. Эксцентриковые таблеточные машины
Эксцентриковые таблеточные машины характеризуются периодическим перемещением формуемого материала и таблетки. Для таблетирования порошкообразных прессовочных материалов применяются вертикальные эксцентриковые машины с электромеханическим приводом. Машины обеспечивают одностороннее сжатие материала верхним пуансоном (или пуансонами) в одногнездной (или многогнездной) матрице без выдержки под давлением. Отформованные таблетки выталкиваются нижним пуансоном (или пуансонами).
В настоящее время выпускаются эксцентриковые машины с усилием таблетирования от 20 до 1000 кк. Эксцентриковая таблеточная машина (рис. 1 11.5) имеет литую составную станину 1, на которой смонтированы все узлы и детали машины. Крутящий момент обычно передается от электродвигателя на эксцентриковый главный вал 7 через клиноременную или плоскоременную передачу, шкив и зубчатые шестерни.
На средней эксцентриковой части вала в шатуне установлена эксцентриковая втулка, которая может поворачиваться в цилиндрическом пазу шатуна с целью изменения эксцентриситета и регулирования давления таблетирования. К шатуну 5 прикреплен ползун 4, в котором установлен верхний пуансон 3. Нижний пуансон закреплен в резьбовом штоке, который может подниматься или опускаться под действием регулировочной гайки 2 и менять вес таблетки, формуемой в матрице.
Готовая таблетка выталкивается из матрицы нижним пуансоном под действием внутреннего профильного ролика. Порошкообразный материал из бункера 8 загружается в подвижный питатель 6.
Перемещение питателя осуществляется от привода машины. Штурвал 9 предназначен для проворачивания главного вала машины вручную. Готовые таблетки соскальзывают по лотку 10 в тару, устанавливаемую на площадке 11.
Принципиальная кинематическая схема рассматриваемой машины показана на рис. 11.6, а. Привод машины осуществляется электродвигателем 1 через клино-ременную передачу 4 и шестерни 10, 12. Эксцентриковый вал 15, вращаясь, сообщает через шатун 16 возвратно-поступательное движение ползуну 18 и верхнему пуансону 19. На тыльной торцовой стороне зубчатого колеса 12 установлен внутренний профильный кулачок 11. Ролик 17, перемещаясь по кулачку, обеспечивает возвратно-поступательное движение штанге 31, которая через цапфу 25 приводит в движение толкатель 26, на котором укреплен нижний пуансон 24. При вращении регулировочной втулки 27 объем камеры засыпки в матрице 28 изменяется. Цапфу 25 устанавливают в зависимости от положения регулировочной втулки при помощи стопорных гаек 30.
Кулачок 9, расположенный на консоли эксцентрикового вала, воздействует на ролик 8. Вследствие этого рычаг 7 при помощи серьги 5 передвигает бункер 20 вдоль стола 21. При движении бункера зубчатые шестерни 2 ворошителя передвигаются по рейке 3. На кулачке 9 имеется волнообразный выступ, служащий для встряхивания бункера,что облегчает засыпку порошка в матрицу.

Рис. 1 11.5. Общий вид эксцентриковой таблеточной машины:
1 - станина; 2 - регулировочная гайка; 3 - верхний пуансон; 4 - ползун;
5 - шатун; 6 - питатель; 7 - главный вал; 8 - бункер; 9 - штурвал; 10 - лоток;
11 — площадка.
На некоторых таблеточных машинах применяются приспособления для вибрационного встряхивания бункера.
Таблетируемый материал 32 предварительно засыпают в бункер 20 (рис. 2 11.6, б). При соприкосновении выступающей части кулачка 9 с роликом 8 бункер перемещается к матрице. После совмещения нижней щели бункера с матрицей материал засыпается в ее гнездо. По окончании засыпки бункер пружиной 6 возвращается в исходное
положение, а пуансон 19, опускаясь, входит в матрицу 23 и сжимает находящийся в ней порошок в таблетку 22.
П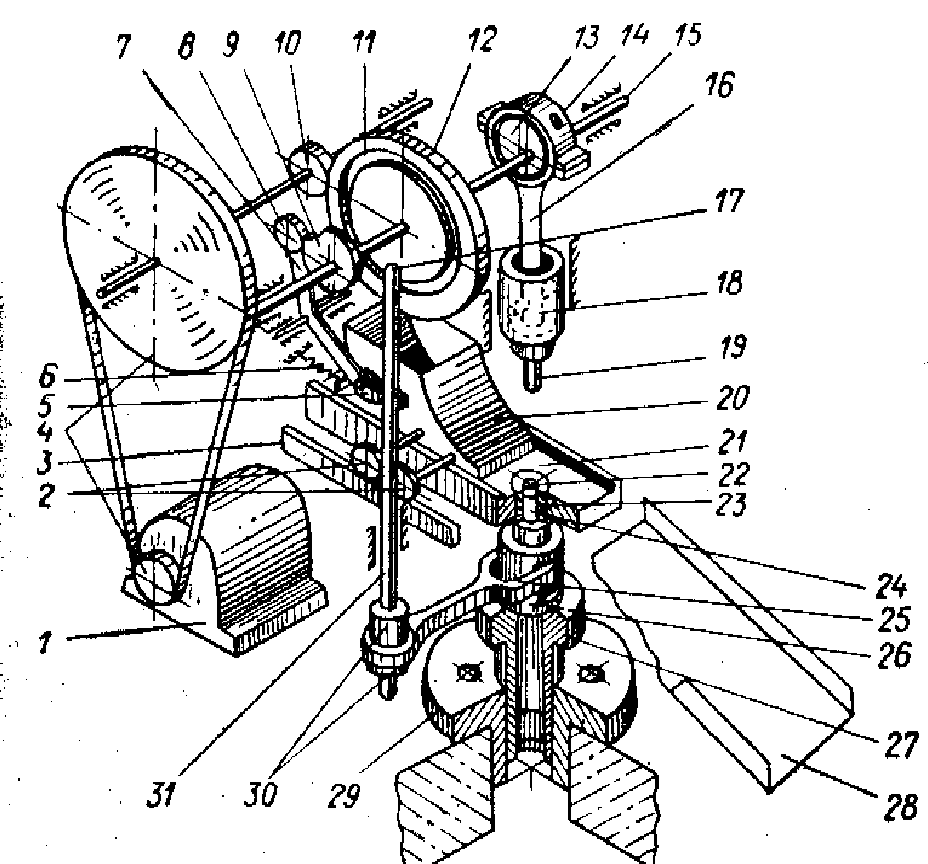 лотность
таблетки зависит от глубины, на которую
опускается верхний пуансон, и регулируется
угловым перемещением эксцентриковой
втулки 13
(расположенной в головке 14
шатуна) относительно вала 15.
Когда верхний пуансон поднимается,
таблетка 22
выталкивается из матрицы нижним
пуансоном 24.
В начале следующего цикла таблетка
сталкивается передней частью бункера
со стола 21
на наклонный лоток 28,
а толкатель
26
с нижним пуансоном опускается в
исходное положение.
лотность
таблетки зависит от глубины, на которую
опускается верхний пуансон, и регулируется
угловым перемещением эксцентриковой
втулки 13
(расположенной в головке 14
шатуна) относительно вала 15.
Когда верхний пуансон поднимается,
таблетка 22
выталкивается из матрицы нижним
пуансоном 24.
В начале следующего цикла таблетка
сталкивается передней частью бункера
со стола 21
на наклонный лоток 28,
а толкатель
26
с нижним пуансоном опускается в
исходное положение.

Рис. 2 11.6. Эксцентриковая таблеточная машина:
а — кинематическая схема; б — схема дозировочного устройства;
1 - электродвигатель; 2, 10, 12 — шестерни; 3 — зубчатая рейка; 4 — клиноременная передача; 5—серьга; 6—пружина; 7—рычаг; 8, 17—ролики; 9, 11 — кулачки; 13— эксцентриковая втулка; 14 — головка шатуна; 15 — вал; 16 — шатун; 18 — лолзун; 19— верхний пуансон; 20 — бункер; 21 — стол; 22 — таблетка; 23 — матрица; 24 — нижний пуансон; 25—цапфа; 26—толкатель; 27—регулировочная втулка; 28—лоток; 29 -резьбовая втулка; 30 — гайки; 31 - штанга; 32 — таблетируемый материал,
Колебания веса таблеток в процессе работы машины зависят от неравномерности засыпки порошка в матрицы, величины зазора между поверхностями нижнего пуансона и матрицы, настройки регулировочной втулки 27 относительно неподвижной резьбовой втулки 29, надежности крепления пуансона 24 к толкателю 26. В зазор между толкателем и верхней плоскостью регулировочной втулки нe должны попадать пыль и порошок, так как увеличение зазора вызовет произвольное уменьшение веса таблеток.
Гайки 30 должны быть отрегулированы так, чтобы верхний торец пуансона 24 при выталкивании таблетки находился заподлицо с верхним торцом матрицы 23. Зона сближения пуансонов закрыта дверкой, которая сблокирована с конечным выключателем таким образом, что при открытой дверке цепь питания магнитного пускателя электродвигателя размыкается.
Производительность эксцентриковой таблеточной машины зависит от площади таблетирования, глубины заполнения матрицы в скорости вращения эксцентрикового вала, обычно равной 15—40 об/мин (табл. 1 11.2). В свою очередь площадь таблетирования зависит от максимального усилия, развиваемого машиной, и удельного давления таблетирования, являющегося главным образом функцией свойств таблетируемого материала и скорости таблетирования.
Таблица. 1 11.2
Технические характеристики эксцентриковых таблеточных машин
|
|
Фирма и тип
|
машины
|
|
Параметры
|
«Stokes», 280 (США)
|
«Manesty», 35T (Англия)
|
«Korsch», ЕКIV(ФРГ)
|
«Busch», KV2000 (ФРГ)
|
Максимальное усилие таблети-рования, кН
|
1000
|
350 |
250 |
160 |
Производительность, шт. /ч , . Диаметр таблеток, мм .....
|
3000 100 |
720-2160 57
|
2400 80
|
2000 65
|
Глубина заполнения матрицы, мм |
51 |
57 |
70 |
60 |
Мощность электродвигателя, кВт
|
7,5
|
3
|
3,3
|
2,2
|
Габаритные размеры машины, см |
107Х239Х152 |
209Х123Х92
|
110Х310Х110
|
175Х115Х75 |
Вес машины, кН.
|
58
|
15,2
|
13
|
12,5
|
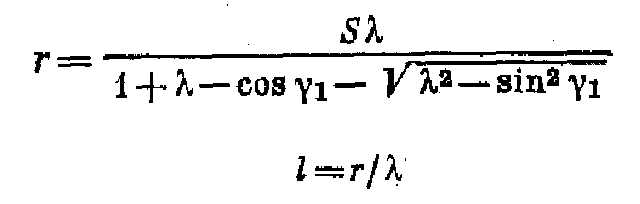
Расчет оптимальной производительности машины по формуле
является, как следует из приведенных объяснений, ориентировочным.
Выше отмечалось, что одностороннее сжатие материала в таблетку на эксцентриковых таблеточных машинах выполняется кривошип-но-шатунным механизмом. Схема кривошипно-шатунного механизма в момент захода пуансона в матрицу (АВС) и в крайнем нижнем его положении (АВ0С0) приведена на рис. 3 , а. Как следует из этой схемы

Здесь S — величина хода пуансона в матрице; r— длина кривошипа; l — длина шатуна; γ1; α1 — соответственно углы давления и поворота кривошипа в момент начала сжатия τ1 (γ1≤ 10°).
Поскольку r sin α1 = l sin γ1 и λ = r/l, для длин кривошипа и шатуна получим:
 (11.7
и 11.8)
(11.7
и 11.8)
Величину S/2 r при различных значениях λ и γ1 можно определять графически (рис. 3, б). Выбор величины хода пуансона зависит от размеров бункерного питателя, который в момент заполнения матрицы материалом находится под верхним пуансоном.
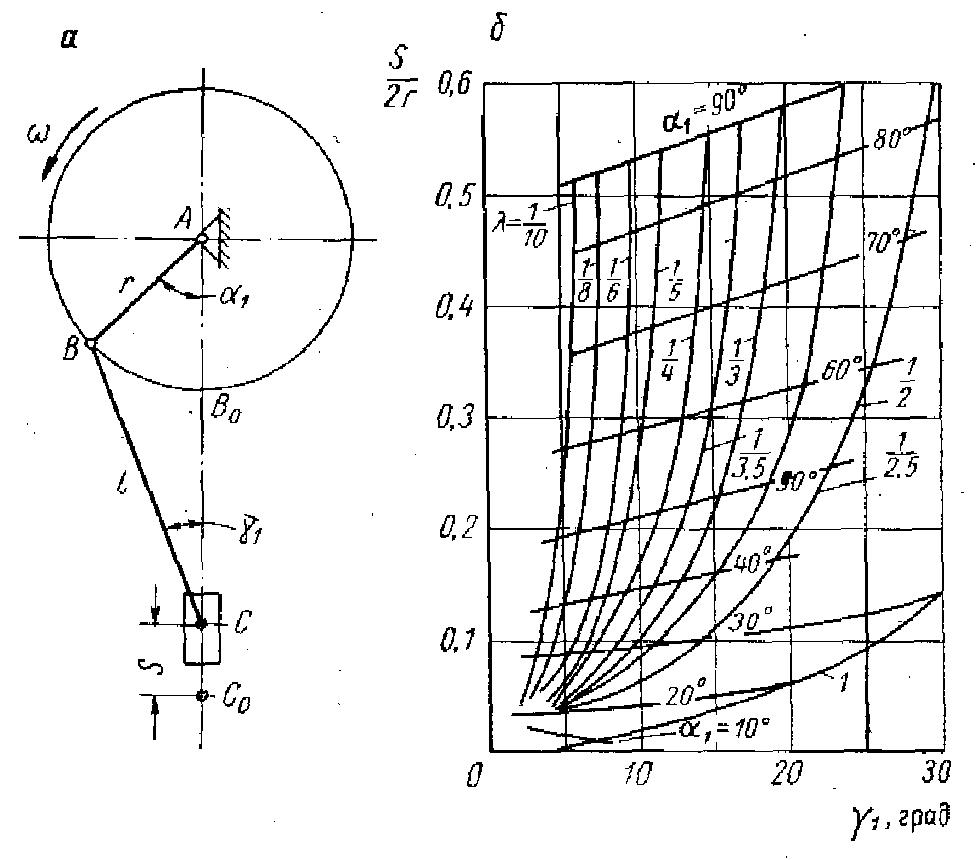
Рис. 3 - Кривошипно-шатунный механизм эксцентриковой машины:
а — схема механизма; б — номограмма для расчета механизма.
Пересечение наклонных линий, вычерченных для различных значений угла α1, с кривыми значений λ позволяет определить по шкале на оси ординат значение S/2r. Например, при α1 = 50° и λ = 1/3 имеем S/2r ~ 0,23.
После окончательного выбора размеров кривошипа и ползуна нужно рассчитать угол поворота кривошипа, соответствующий моменту начала сжатия:
