

2. Описание работы киа
Многопозиционные КИА предназначены для контроля и сортировки деталей в процессе обработки в условиях автоматизированного крупносерийного и массового производства. В таких автоматах для повышения их производительности контроль параметров деталей осуществляется на нескольких позициях одновременно. На первой позиции выполняется загрузка, а на последней – выталкивание деталей. На измерительных позициях контролируются последовательно различные параметры одной и той же детали.
На
рис.5 изображена кинематическая схема
четырехпозиционного автомата для
измерения и контроля нескольких
параметров деталей. Движение звеньев
автомата осуществляется от ведущего
вала 1 электродвигателя, связанного при
помощи муфты с водилом Н
планетарной
передачи. От сателлита 2 с двумя зубчатыми
венцами вращение передается на выходной
вал передачи. Далее через соединительную
муфту движение передается на вал 3,
связанный цепной передачей с
транспортирующим устройством (на рис.5
часть устройства показана пунктирными
линиями). От вала 3 через коническую
зубчатую пару вращение передается на
вал 4 кривошипа мальтийского механизма.
Для уменьшения неравномерности вращения
на валу установлен маховик «М».
Поворот вала 4 от входа цевки кривошипа
в паз до выхода из паза называется углом
рабочего поворота
![]() .
При
этом
крест со
столом
поворачивается
на угол
.
При
этом
крест со
столом
поворачивается
на угол
![]() .
.
Р ис.5
ис.5
Р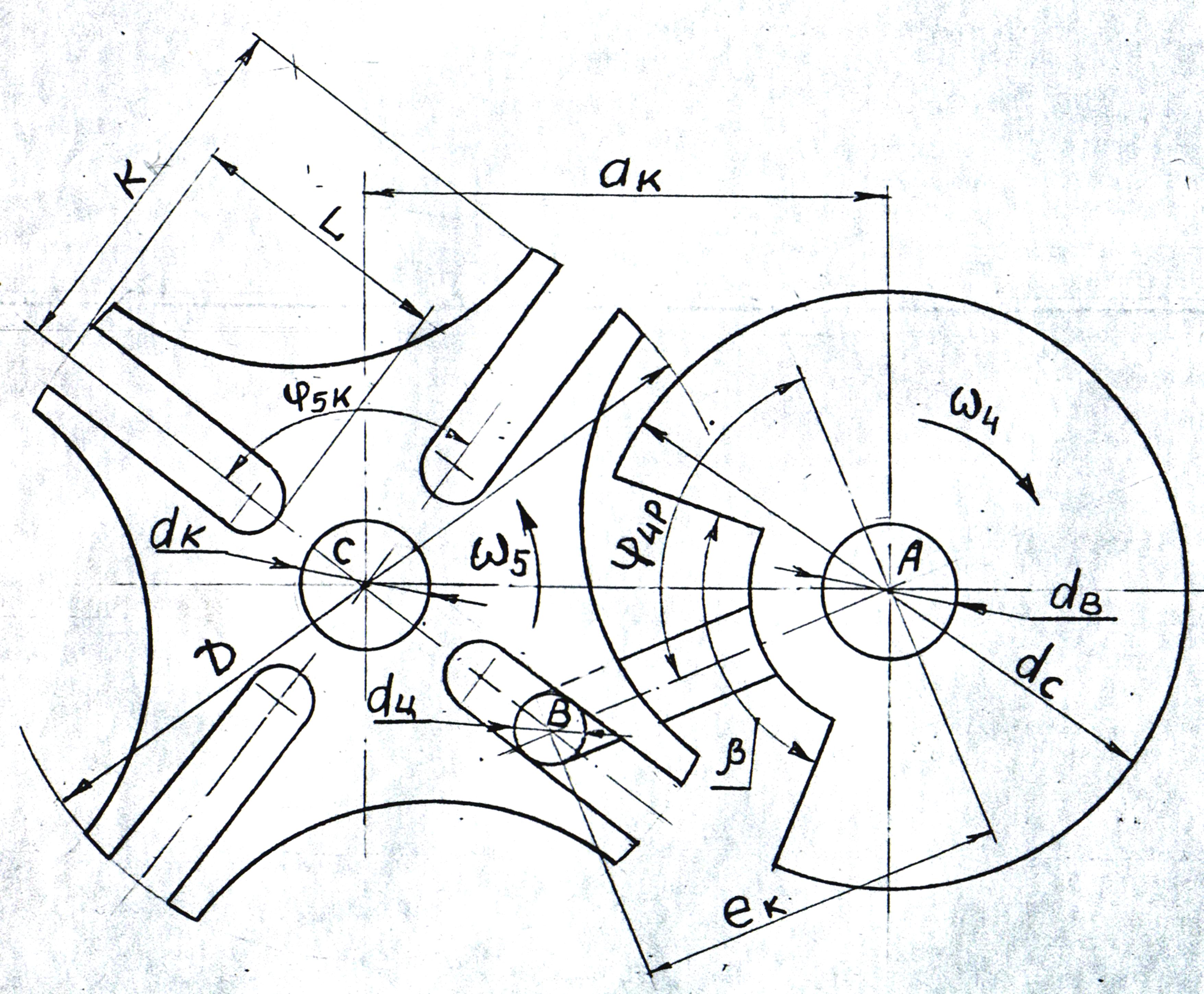 ис.6
ис.6
ЦИКЛОГРАММА РАБОТЫ КИА Т а б л и ц а 3
КРИВОШИП С ЦЕВКОЙ
РАБОЧИЙ ПОВОРОТ
МАЛЬТИЙСКИЙ КРЕСТ
ДЕТАЛИ
ИЗМЕРИТЕЛЬНЫЕ
УСТРОЙСТВА
ПОЛЗУН
ПОВОРОТ
СОСТОЯНИЕ ПОКОЯ
ПЕРЕМЕЩЕНИЕ
НА
ПОЗИЦИИ
ХОЛОСТОЙ ПОВОРОТ
ОБРАТНЫЙ ХОД


ЗАГРУЗКА, КОНТРОЛЬ,
ВЫТАЛКИВАНИЕ
КОНТРОЛЬ НА
ПОЗИЦИЯХ


ПРЯМОЙ ХОД

ВЫТАЛКИВАНИЕ


0
![]()
![]()

![]()


![]()
![]()

В
момент выхода цевки из паза вращение
креста и стола прекращается. Неподвижное
положение креста и стола фиксируется
цилиндрической поверхностью диска
кривошипа, которая при повороте скользит
по сегментному вырезу креста. На конце
вала 4 имеется другой кривошип «К»,
который посредством шатуна 6 связан с
ползуном 7. По истечении времени
![]() после остановки креста (см. табл. 3) при
прямом ходе ползуна происходит
выталкивание детали «Д»
(см. рис.5). При неподвижном столе
осуществляются следующие операции:
контроль и измерение деталей на нескольких
позициях, загрузка деталей на стол из
бункера-накопителя и выталкивание при
помощи ползуна 7 проконтролированной
детали в лоток (бункер и лоток на рисунке
не показаны). Продвижение деталей от
предыдущих к последующим позициям
осуществляется при повторяющихся
циклических поворотах стола. Вокруг
стола размещены измерительные станции
(на рис.5 не показаны), которые работают
с одинаковой длительностью контроля.
Время
после остановки креста (см. табл. 3) при
прямом ходе ползуна происходит
выталкивание детали «Д»
(см. рис.5). При неподвижном столе
осуществляются следующие операции:
контроль и измерение деталей на нескольких
позициях, загрузка деталей на стол из
бункера-накопителя и выталкивание при
помощи ползуна 7 проконтролированной
детали в лоток (бункер и лоток на рисунке
не показаны). Продвижение деталей от
предыдущих к последующим позициям
осуществляется при повторяющихся
циклических поворотах стола. Вокруг
стола размещены измерительные станции
(на рис.5 не показаны), которые работают
с одинаковой длительностью контроля.
Время
![]() цикла (см. табл.3) соответствует длительности
одного оборота кривошипного вала 4. За
каждый цикл в лоток сбрасывается одна
проконтролированная деталь и подается
из бункера на стол новая. При этом полный
контроль (включая загрузку и выталкивание)
одной детали на многопозиционном
автомате выполняется за
цикла (см. табл.3) соответствует длительности
одного оборота кривошипного вала 4. За
каждый цикл в лоток сбрасывается одна
проконтролированная деталь и подается
из бункера на стол новая. При этом полный
контроль (включая загрузку и выталкивание)
одной детали на многопозиционном
автомате выполняется за
![]() (здесь
(здесь
![]() – число пазов креста).
– число пазов креста).