

8. Изучение конструкции токарно - винторезного
станка модели I6Е20 и работ, выполняемых на нем
Цель работы: практическое ознакомление с устройством токарно -винторезного станка и изучение основных видов работ, которые выполняются на токарно -винторезных станках.
Содержание работы:
1. Изучить устройство и настройку токарно -винторезного станка.
2. Ознакомиться с основными работами, выполняемыми на станке, сделать эскизы обработок на станке.
Для выполнения работы необходимы: токарно -винторезный станок, токарные резцы, сверла и цилиндрическая заготовка.
8.1. Токарно –винторезный станок модели 16E20
Станок предназначен для точения цилиндрических, конических и фасонных поверхностей; сверления и расточки отверстий; подрезки торцов, а также для нарезания резьб: метрических, дюймовых, модульных, питчевых и торцевых.
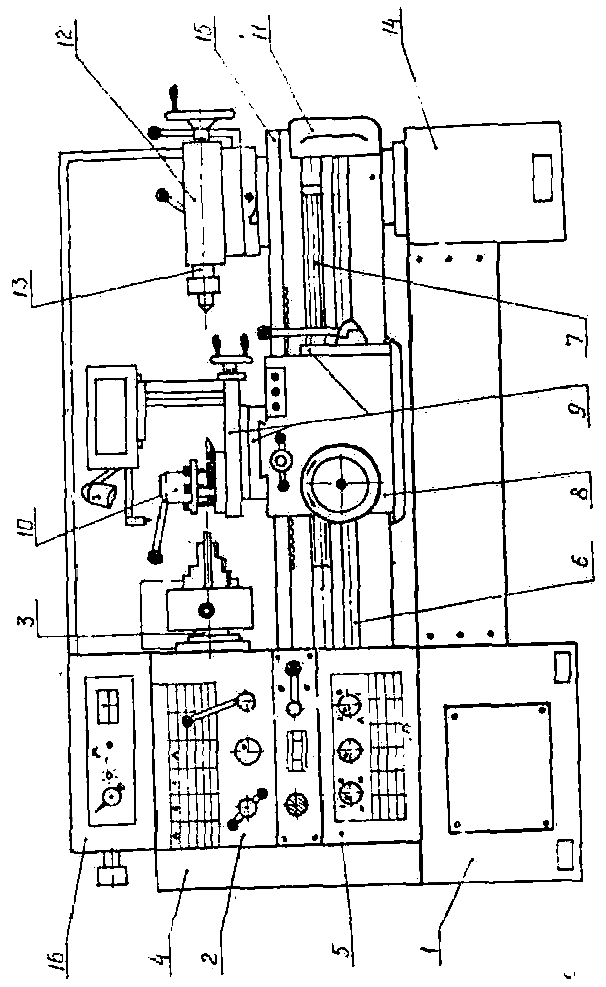
Станок состоит из следующих основных узлов (рис.1):
1 – левая тумба основания станины, в которой находится основной электродвигатель, обеспечивающий вращение заготовки и перемещение резца;
2 – передняя бабка (шпиндельная), в которой находится коробка скоростей, т.е. различные комбинации зубчатых зацеплений, обеспечивающие необходимые скорости вращения заготовки;
3 – шпиндель - основная деталь передней бабки - это полая труба, на одном конце которой нарезана резьба для крепления приспособлений (трех- или четырехкулачковые патроны, либо планшайба), обеспечивающих закрепление обрабатываемой заготовки;
4 − гитара подач, которая имеет две пары зубчатых зацеплений (возможны их замены), для передачи вращательного движения от шпинделя станка на шестерни коробки подач;
5 − коробка подач, в корпусе которой также имеются наборы зубчатых
зацеплений, необходимых для изменения скорости подачи резца;
6 − ходовой вал, передающий вращательное движение от коробки подач к фартуку;
7 − ходовой винт, также передает вращательное движение от коробки
подач к фартуку, но только при нарезании резьбы;
8 − фартук-механизм преобразования вращательного движения ходового вала или винта в поступательное перемещение суппорта;
9 − суппорты, их три (продольный, поперечный и поворотный), обеспечивают перемещение резца в необходимом направлении (продольном, поперечном и под углом к оси вращения заготовки);
10 − резцедержатель (четырехпозиционный), служит для одновременного закрепления четырех резцов;
11 − электродвигатель ускоренного хода, обеспечивает через ходовой вал ускоренное (холостое) движение резца в продольном и поперечном направлениях;
12 − задняя бабка, необходимая для установки опорного центра или инструмента для обработки отверстия (сверла, зенкера, развертки);
13 − пиноль - основная деталь задней бабки;
14 − правая тумба, в которой находится электродвигатель с насосной станцией для подачи смазывающе-охлаждающей жидкости (СОЖ);
15 − направляющая станины, соединяет правую и левую части станка, по которой перемещаются продольный суппорт и задняя бабка;
16 − электрошкаф.
Автоматическое переключение перемещения резца в продольном и поперечном направлениях - рукояткой с правой стороны фартука.
Включение двигателя ускоренного хода осуществляется кнопкой, расположенной на рукоятке автоматического переключения перемещения резца.
Перемещение задней бабки по направляющим станины осуществляется вручную при освобождении стопорной рукоятки (на себя), а по поперечной направляющей - с помощью специального ключа, вставляемого в паз на боковой стороне задней бабки.
Перемещение пиноли относительно задней бабки происходит при вращении маховика, расположенного на торце задней бабки при левом положении рукоятки фиксации, находящейся за задней бабкой.
Приспособления, применяемые при токарной обработке .
Приспособления предназначены для расширения технологических возможностей станка, повышения его производительности и точности при обработке заготовок и облегчения условий работы на станке.
Патроны: двухкулачковые самоцентрирующие - для закрепления заготовок только одного специального профиля; трёхкулачковые самоцентрирующие - для закрепления заготовок круглого и шестигранного сечения, а так же труб большого диаметра; четырехкулачковые самоцентрирующие - для зацепления заготовок квадратного сечения; четырехкулачковые с индивидуальной регулировкой кулачков - для закрепления заготовок прямоугольного сечения или заготовок несимметричной формы.
Центры: опорный (подвижный и неподвижный), обратный, срезанный, со сферической рабочей частью, с рифленой рабочей частью.
Хомутики: без поводкового пальца, с поводковым пальцем, самозатягивающиеся.
Оправки: цилиндрические, разжимные (цанговые), шпиндельные, с упругой оболочкой.
Люнеты: подвижные или неподвижные.
Планшайбы: с радиальными или концентрическими пазами.

8. 3. Основные виды токарных работ.
На токарных станках выполняется черновая и чистовая обработка заготовок.
При черновой обработке (обдирочные работы) снимается основной припуск с заготовки. Работа ведется с большой глубиной резания и большими подачами. При чистовой обработке снимается минимальный припуск, а для снижения шероховатости поверхностей работа ведется с малыми величинами подачи резца за один оборот заготовки.
Основным инструментом для токарной работы служит резец.
Обтачиванием наружных поверхностей можно получить (рис.2):
гладкие цилиндрические детали и подрезать торец (а);
ступенчатые цилиндрические детали (б);
фасонные поверхности (в);
резьбу (г);
конические поверхности (д).
Растачиванием, получают гладкие, ступенчатые, фасонные и конические отверстия; резьбы (рис.2ж).
Кроме того, на токарном станке можно просверлить, отзенкеровать и развернуть отверстия, вставив хвостовик необходимого инструмента (сверла, зенкера или развертки) в отверстие пиноли задней бабки (рис.2 в).
8.4. Порядок выполнения работы
Изучить общую схему компоновки узлов токарно-винторезного станка. Указать наименование основных узлов и частей станка, их назначение.
Нарисовать схемы обработки на станке следующих поверхностей заготовки: наружных цилиндрических, торцевых; наружных конических (одним из нескольких способов); нарезания резьбы резцом. На каждой из схем должно быть показано закрепление заготовки, применяемый тип инструмента и относительные движения заготовки и инструмента.
8.5. Вопросы для самопроверки
1.Назначение токарно-винторезного станка.
2.Основные узлы станка и их назначение.
3.Рукоятки управления станком.
4. Методы крепления заготовок на станке.
5. Основные приспособления, применяемые при токарной обработке.
6. Основные вида токарных работ.
7. Количество электродвигателей и их назначение в станке.
8. Суппорты и их назначение.
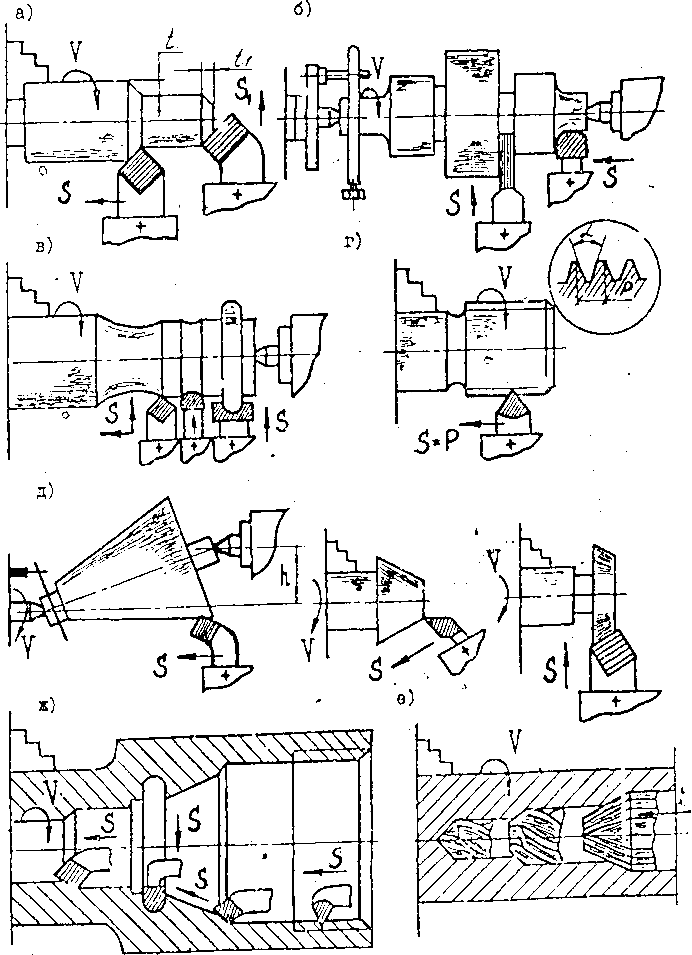
Рис 2. Основные
виды токарных работ