

4. Методика проектирования приспособлений. Исходные данные
Для проектирования приспособления требуются следующие исходные данные: - чертеж и технические требования на деталь; - операционный эскиз заготовки, операции или перехода; - справочная литература, ГОСТы, ОСТы и заводские нормали; - основные размеры станка и его характеристика.
На рисунках 4.1- 4.6 в качестве примера приведена методика проектирования приспособления, служащего для закрепления заготовки на фрезерном станке. Обработка заготовки заключается в фрезеровании поверхности А, сверлении четырех крепежных отверстий, два из которых развертываются.
Заготовка базируется в конусах по отверстию. Комплект баз: 1, 2, 3, 4 - двойная направляющая база; 5 и 6 - опорные базы.
Последовательность разработки конструкции приспособления

Рис. 4.1. Чертеж детали.

Рис. 4.2. Схема базирования заготовки в приспособлении, определение точек приложения и направления силового замыкания.

Рис. 4.3. Чертеж установочных, направляющих и опорных элементов приспособления.

Рис. 4.4. Чертеж зажимных, фиксирующих, вспомогательных элементов приспособления.

Рис. 4.5. Привод зажимного устройства. Выбор привода основывается на необходимом усилии зажима заготовки и габаритных размерах привода.

Рис. 4.6. Корпус приспособления с устройствами для крепления его на столе станка.
5. Приспособления для токарных и круглошлифовальных станков
Центры токарных и круглошлифовальных станков: - неподвижные нормальные ГОСТ 2573-79; - неподвижные специальные ГОСТ 2573-79; - вращающиеся нормальные ГОСТ 8742-75; - вращающие специальные; - плавающие специальные; - рифленые специальные ГОСТ 2575-79, ГОСТ 2576-79.

Рис. 5.1. Вращающиеся центры для центровых деталей.

Рис. 5.2. Вращающие центры для полых деталей.
Размеры центров для центровых и полых деталей, мм
Конус Морзе |
Серия |
d |
D |
L |
l |
D1 |
l1 |
Не более |
Не менее |
||||||
2 3 4 5 |
Нормальная |
22 25 28 32 |
5 63 71 80 |
160 180 210 240 |
90 94 101 104 |
56 63 71 80 |
24 26 30 34 |
4 5 6 |
Усиленная |
36 40 125 |
75 90 125 |
210 250 340 |
111 114 150 |
75 90 125 |
36 45 56 |

Рис. 5.3. Плавающий центр для станков с ЧПУ.

Рис. 5.4. Рифленый поводковый центр.

Рис. 5.5. Центр с поводковым устройством.

Рис. 5.6. Срезанный центр для обработки торцовых поверхностей деталей.
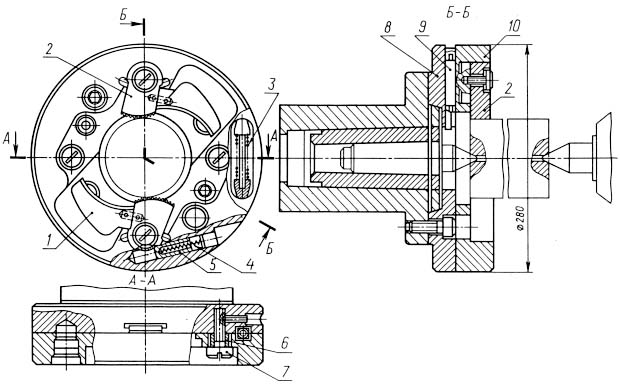
Рис. 5.7. Поводковый патрон с двумя эксцентриковыми кулачками (1 - груз; 2 - кулачок; 3, 4 - пружины; 5 - толкатель; 6 - распорная втулка; 7 - винт; 8 - фланец; 9 - ведущий палец; 10 - корпус патрона).

Рис. 5.8. Схема точения заготовки методом продольной подачи с использованием поводкового патрона и хомутика. Точение методом продольной подачи осуществляется при помощи хомутика 1, который крепится на заготовке, и поводкового патрона 3, закрепляемого на шпинделе токарного станка. Заготовка 2 устанавливается в центрах.

Рис. 5.9. Схема определения усилия поджим заготовки со стороны задней бабки станка. Условные обозначения: Q - усилие поджима заготовки со стороны задней бабки; Рx, и Ру - силы сопротивления резанию; D - диаметр заготовки; L - длина заготовки; l - вылет центра задней бабки; - угол центра; - угол между центром и вертикалью.

Рис. 5.10. Трехкулачковый поводковый патрон (1 - кулачок; 2 - палец; 3, 12 - оси; 4 - корпус патрона; 5 - резьбовая пробка; 6 - пружина; 7 - конусная часть корпуса; 8 - плавающий центр; 9 - винт; 10 - груз; 11 - кожух; 13 - крышка; 14 - пружина).