

Многошпиндельные головки
Многошпиндельные головки обеспечивают одновременную работу несколькими одноименными или разноименными инструментами (сверлами, зенкерами, развертками, метчиками) и могут быть специальными и универсальными. Специальные головки служат для обработки деталей с определенным расположением отверстий, поэтому их шпиндели не могут изменять своего положения. Такие головки используют в крупносерийном и массовом производстве. Универсальные головки имеют возможность изменять положение шпинделей. Одной головкой можно обрабатывать различные детали. Их применяют в серийном производстве. Шпиндели головок приводятся во вращение от шпинделя станка с помощью зубчатых передач.
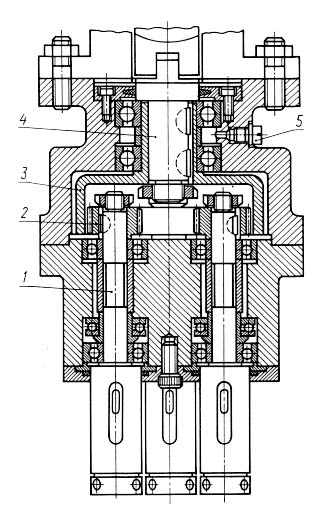
Рис. 6.14. Многошпиндельная головка с консольным расположением зубчатых колес (1 - шпиндель; 2, 3 - зубчатые колеса; 4 - валик; 5 - пробка). Предназначена для одновременной обработки четырех отверстий. Ведущий валик 4 связан сегментными шпонками с ведущим зубчатым колесом 3, находящимся в зацеплении одновременно со всеми зубчатыми колесами 2 рабочих шпинделей 1.
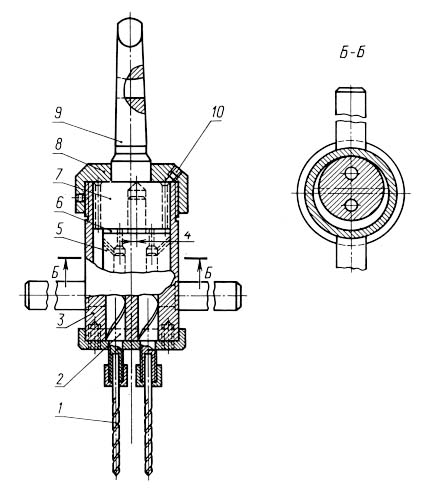
Рис. 6.15. Многошпиндельная головка без зубчатых колес (1 - сверло; 2 - шпиндель; 3 - корпус; 4 - стержень; 5 - деталь; 6 - шайба бронзовая; 7 - фланец; 8 - крышка; 9 - хвостовик; 10 - пробка). Предназначена для обработки отверстий диаметром 5,5 мм, оси которых находятся на расстоянии l = 15 мм. Конический хвостовик 9 для крепления головки в шпинделе станка выполнен как одно целое с цилиндрическим фланцем 7, имеющим отверстие со смещением оси на 4 мм от оси хвостовика. Во фланце размещена деталь 5, в отверстия которой входят расположенные с эксцентриситетом 4 мм хвостовики рабочих шпинделей 2. При вращении шпинделя станка деталь 5 совершает возвратно-поступательное движение, при котором ее ось и оси хвостовиков шпинделей 2 имеют ту же частоту вращения, что и шпиндель станка. Для предотвращения вращения корпуса 3 головки стержни 4 должны перед началом работы соприкасаться с неподвижной частью станка.
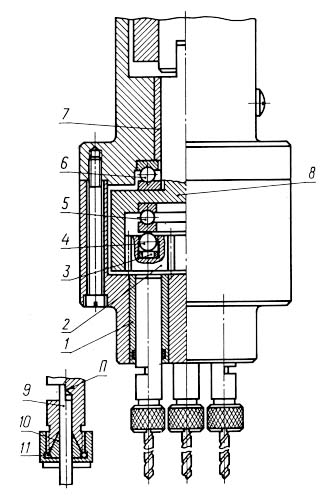
Рис. 6.16. Многошпиндельная головка с зубчатыми колесами внутреннего зацепления (1 - втулка; 2 - зубчатое колесо; 3 - опора; 4 - шарики; 5, 6 - упорные подшипники; 7 - подшипник скольжения; 8 - валик; 9 - сверло; 10 - цанга; 11 - гайка). Предназначена для сверления отверстий малого диаметра. Ведущий валик 8 выполнен как одно целое с ведущим зубчатым колесом и опирается на подшипник скольжения 7 и упорный подшипник 6. Для всех шпинделей использован общий упорный подшипник 5. Для уменьшения трения между кольцом этого подшипника и шпинделями в выточках зубчатых колес 2 помещены на закаленных опорах 3шарики 4. Сверла 9 крепятся при помощи цанг 10 гайками 11. Боковая площадка П на хвостовике сверла предохраняет сверло от проворачивания.
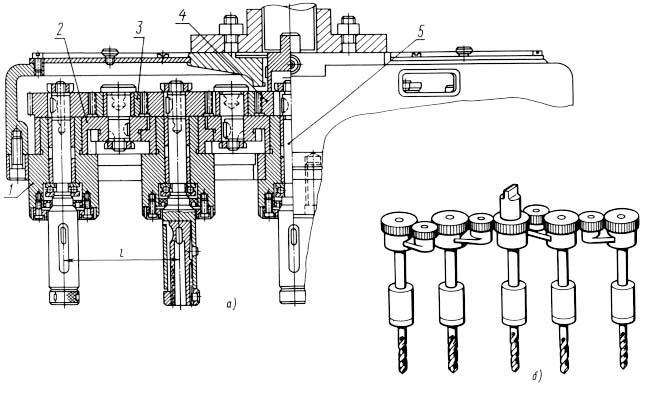
Рис. 6.17. Многошпиндельная головка для обработки отверстий, расположенных по прямой линии: а - чертеж головки в сборе (1 - корпус; 2 - кронштейн; 3 - промежуточное зубчатое колесо; 4 - зубчатое колесо; 5 - шпиндель); б - блок шпинделей. Головка позволяет изменять расстояние l между двумя соседними шпинделями в пределах 62...100 мм. Центральный шпиндель 5 не меняет своего положения и приводится во вращение зубчатым колесом 4. Остальные шпиндели вращаются посредством промежуточных зубчатых колес 3 и могут изменять свое положение относительно центрального шпинделя 5. С этой целью оси колес 3 помещены в кронштейны 2, которые можно повернуть относительно корпусов 1 шпинделей, что позволяет сблизить шпиндели или удалить их друг от друга.
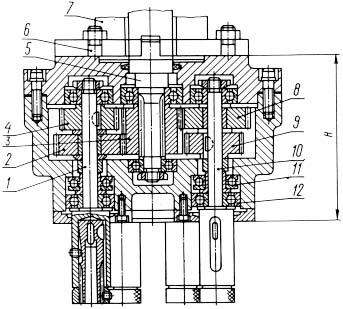
Рис. 6.18. Многошпиндельная головка с двухъярусным расположением зубчатых колес (1 - шпиндель; 2, 8 - промежуточные зубчатые колеса; 3 - зубчатое колесо; 4, 9 - ведущие зубчатые колеса; 5 - валик ведущий; 6 - шпилька; 7 - гильза шпиндельной бабки станка; 10 - шпиндель; 11 - упорный подшипник; 12 - шариковый подшипник). Предназначена для обработки шести отверстий, расположенных по окружности. В нижнем ярусе - два промежуточных зубчатых колеса 2, каждое из которых приводит во вращение через ведущие зубчатые колеса 9 два шпинделя 10. Два шпинделя 1 приводятся во вращение ведущими зубчатыми колесами 4 через промежуточные колеса 8, находящиеся в верхнем ярусе. На двух других шпинделях промежуточных зубчатых колес нет. Зубчатое колесо 3 ведущего валика 5 удвоенной ширины, так как приводит во вращение колеса, размещенные в двух ярусах.
Основные параметры многошпиндельной головки
Число шпинделей |
Конус Морзе |
Н, мм |
1 |
1 |
200 |
2 |
1 |
210 |
3 |
1;2 |
235 |
4 |
1;2 |
245 |
5 |
2;3 |
280 |
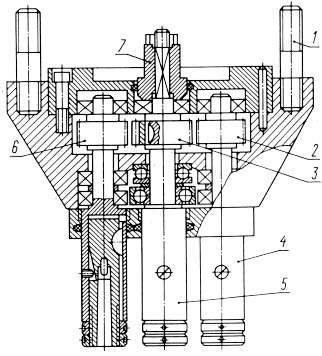
Рис. 6.19. Трехшпиндельная сверлильная головка с одноярусным расположением зубчатых колес (1 - шпилька; 2, 3, 6 - зубчатые колеса; 4, 5 - шпиндели; 7 - втулка). Головка крепится к станку шпильками 1. Со шпинделем станка головка соединяется втулкой 7, закрепленной на хвостовике шпинделя 5, на котором установлено зубчатое колесо 3. От зубчатого колеса 3 вращение передается на колеса 2 и 6 боковых шпинделей 4 через промежуточные зубчатые колеса.