

2. Базирование заготовки в приспособлении
В процессе изготовления машины возникают задачи соединения с требуемой точностью двух или более числа деталей. Такие задачи возникают при сборке и регулировке машины и ее механизмов, при обработке деталей на различных технологических системах, когда деталь необходимо установить и закрепить с заданной точностью на столе станка или в приспособлении.
Определение положения обрабатываемой детали в технологической системе или относительное положение сопряженных деталей при сборочных операциях определяется шестью координатами, лишающими заготовку или деталь шести степеней свободы, или шестью опорными точками.

Рис. 2.1. Классификация баз по ГОСТ 21495-76
 .
.
Рис. 2.2. Схема базирования призматической детали. Комплект баз: I - установочная база (точки 1, 2, 3); II - направляющая база (точки 4, 5); III - опорная база (точка 6).

Рис. 2.3. Схема базирования детали типа “валик”. Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6).

Рис. 2.4. Схема базирования детали типа “диск”.Комплект баз: установочная (точки 1, 2, 3); двойная опорная (точки 4, 5) и опорная база (точка 6).

Рис. 2.5. Условное обозначение опорных точек по ГОСТ 21495-76.

В зависимости от формы заготовки существует шесть различных схем базирования в приспособлении.
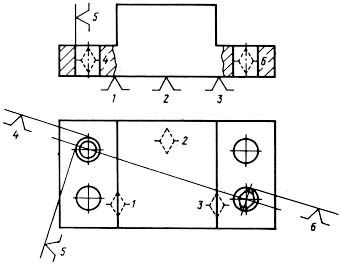
Рис. 2.6. Базирование призматической заготовки в “координатный угол”. Комплект баз: установочная (точки 1, 2, 3); направляющая (точки 4, 5), опорная (точка 6).

Рис. 2.7. Базирование призматической заготовки по плоскости и двум штырям - цилиндрическому и срезанному (ромбическому). Комплект баз: установочная (точки 1, 2, 3); опорные (точки 4, 5, 6).

Рис. 2.8. Схема базирования цилиндрической заготовки в призме. Комплект баз: двойная направляющая (точки 1, 2, 3, 4, 5); опорные (точки 5, 6).
Рис. 2.9. Базирование цилиндрической заготовки в трехкулачковом патроне при токарной обработке.
Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6).
Рис.
2.10. Схема
базирования корпусной детали в конусах
по главному отверстию.

Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6).

Рис. 2.11. Схема базирования цилиндрической заготовки в центрах токарного станка. Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6).
3. Типовые элементы приспособлений

Рис. 3.1. Установочные пальцы приспособлений: а - постоянные цилиндрические ГОСТ 12209-66; б - сменные цилиндрические ГОСТ 12211-66; в - постоянные срезанные ГОСТ 12210-66.

Рис. 3.2. Опорные пластины двух типов ГОСТ 4743-68: а - плоские; б - с наклонными пазами для размещения в пазах стружки.

Рис. 3.3. Призма ГОСТ 12195-68 для установки цилиндрических заготовок по “чистым” (обработанным) поверхностям.
Рис. 3.4. Призма для установки цилиндрических заготовок большой длины по “черным” (необработанным) поверхностям.
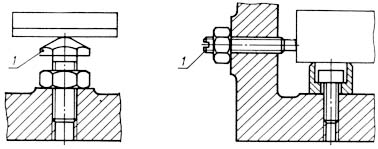
Рис. 3.5. Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68 (7 - регулируемый винт).

Рис. 3.6. Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68): а - с плоской головкой для установки детали по обработанной поверхности; б - со сферической головкой для установки детали по необработанным поверхностям; в - с насечкой для установки детали по необработанным поверхностям и чугунных деталей; г - опорный штырь, установленный в стальную закаленную переходную втулку.