

3. Методы технического диагностирования
ПО ИЗМЕНЕНИЮ ПАРАМЕТРОВ ДИНАМИЧЕСКИХ ПРОЦЕССОВ
3.1. Вибрационная диагностика
При работе ГТД все его детали, узлы и агрегаты совершают вынужденные и резонансные колебания. Характеристики этих колебаний зависят от частоты и характера возмущающих сил, от упруго-массовых характеристик элементов конструкций, которые, в свою очередь, зависят от ряда конструктивных, технологических и эксплутационных факторов. Наиболее важное значение имеют колебания механического и аэродинамического происхождения.
Источниками механических колебаний являются:
неуравновешенные силы;
процессы соударения деталей;
процессы трения скольжения и качения;
взаимодействие элементов конструкции через упругие связи.
Источниками аэродинамических колебаний являются:
пульсация потока;
неравномерное горение и переменные импульсы, создаваемые вращающимися лопатками.
Работа ГТД характеризуется широким спектром вибрации, который определяется:
частотой вращения ротора;
частотой прохождения рабочими лопатками лопаток соплового аппарата или ВНА;
частотой вращения элементов подшипника;
частотой вращения шестерен, валов, колес и элементов насоса;
частотой собственных колебаний элементов конструкции;
турбулентностью газового потока.
Для вибрационного диагностирования ГТД наиболее целесообразно применение спектрального анализа.
Спектральный анализ заключается в построении спектрограммы вибраций с помощью широкополосного фильтра и последующим ее анализом математическими методами.
Наиболее эффективен спектральный анализ с автоподстройкой центральной частоты фильтра в соответствии с флуктуациями частоты вращения ротора.
В качестве измеряемого параметра можно использовать величину перемещения А(τ) ( в диапазоне частот от 0 до 1000Гц), скорость вибраций V(τ) (от 10Гц до 2500Гц) и ускорение вибраций g(τ) (от 10Гц до 50000Гц):
А(τ) = x0 sin (ωτ + φ),
V(τ) = V0 cos (ωτ + φ),
g(τ) = A0 sin (ωτ + φ),
где x0 – амплитуда виброперемещения;
V0 = ω x0;
A0 = ω2x0;
ω и φ – круговая частота и фаза колебаний, соответственно.
В некоторых случаях наличие дефектов, не проявляющихся на низкочастотных спектрограммах, может быть выявлено с помощью высокочастотных спектрограмм, т.е. целесообразно проводить диагностирование по параметру ускорения вибраций g(τ), а не по скорости вибраций V(τ) (например, для редуктора центробежного насоса).
Динамические деформации диагностируемых деталей измеряют с помощью проволочных, фольговых или полупроводниковых тензорезисторов. Их работа основана на свойстве металлической решетки или фольги (константам, сплавы на основе никеля и молибдена, нихром) при деформации (растяжении или сжатии) изменять свое электрическое сопротивление.
Специальные проволочные тензорезисторы на цементной основе можно использовать при температуре до 900ºС. Однако, применяемые тензорезисторы не обеспечивают необходимую стабильность и надежность при длительной эксплуатации, поэтому их используют для вибродиагностирования при проведении экспериментальных исследований.
Для измерения параметров вибраций ГТД используют пьезоэлектрические, индукционные и емкостные преобразователи.
Наиболее широкое применение нашли пьезоэлектрические вибропреобразователи, работа которых основывается на пьезоэффекте – появлении электрических зарядов различной полярности на противоположных гранях некоторых кристаллов при их механической деформации.
Передача вибраций осуществляется через элементы конструкции, которые могут искажать характер и параметры вибрации. Поэтому, датчики надо стараться устанавливать как можно ближе к диагностируемому объекту.
Диагностирование по вибрациям осуществляется в соответствии с инструкцией, в которой имеются следующие данные:
спектр исправного двигателя;
линии предельного уровня составляющих спектр частот, превышение которых свидетельствует о неисправности в системах двигателя;
места, условия и периодичность замера уровня вибраций;
спектры вибраций двигателя для состояний, характеризующих наиболее вероятные в эксплуатации неисправности;
уровни вибрации для важнейших деталей и узлов ГТД, превышение которых будет указывать на их повреждение;
логические схемы поиска неисправностей.
В наиболее простом случае сравнение спектров можно проводить наложением зарегистрированной спектрограммы на эталонную, на которую нанесены предельные уровни вибраций.
Оценка технического состояния объекта может быть определена путем замера акустической эмиссии, возникающей в нем под действием влияния нагрузок.
Схемы размещения датчика и собственно прибора для обнаружения усталостных трещин в подшипнике качения представлены на рис.5 и 6.
На рис.7 приведены осциллограммы сигналов внутренних вибропреобразователей, полученные при испытании радиально-упорных подшипников.
На практике при вибродиагностировании ГТД широко применяются следующие приборы и комплексы оборудования:
универсальный виброметр УМ-3/Х;
комплект виброаппаратуры ИВ-300;
виброакустический индикатор ИВА-4000 с дефектоискателем (контроль целостности ступеней компрессора);
виброакустический прибор ДИП-1 (диагностический индикатор подшипников, выявляющий на начальной стадии дефекты типа мелких выкрашиваний – питтинга, раковин, сколов, выработки на беговых дорожках подшипника, сепараторах, телах качения, а также предназначенный для определения наличия посторонних частиц в смазке).
Оценка технического состояния объекта может быть определена путем замера акустической эмиссии, возникающей в нем под действием внешних нагрузок.
Акустическая эмиссия представляет собой волновой процесс, возникающий в деталях, когда в межкристаллической решетке металла происходят необратимые изменения с образованием микротрещин. Этот колебательный процесс фиксируется датчиком, который устанавливается непосредственно на исследуемую деталь или на детали, имеющие с ней акустический контакт. Этот метод дает надежную информацию о начале усталостного процесса разрушения и его развитии. Он позволяет обнаружить транс- и межкристаллические трещины, которые невозможно выявить другими методами неразрушающего контроля.
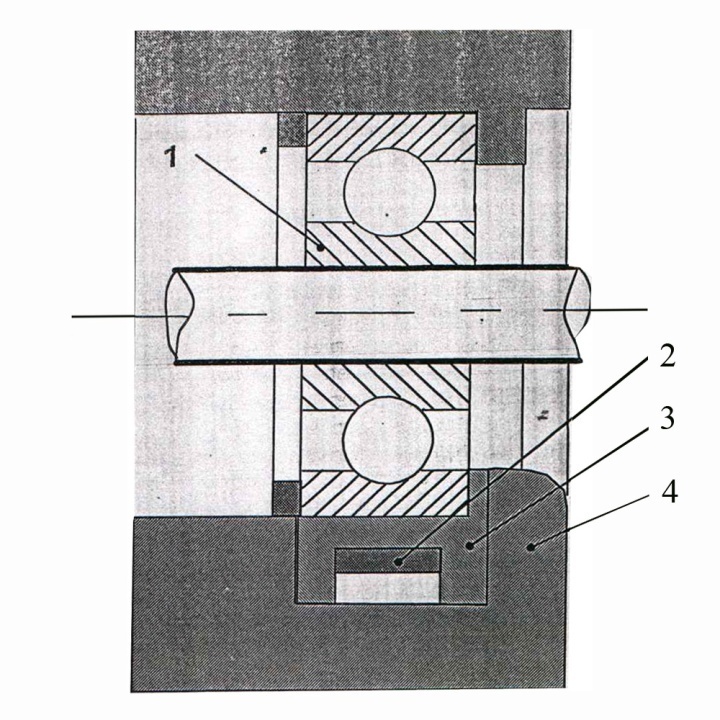
Рис. 5
1-подшипник; 2-тензометрический вибродатчик;
3-пластина для наклеивания датчика; 4-опоры ротора.
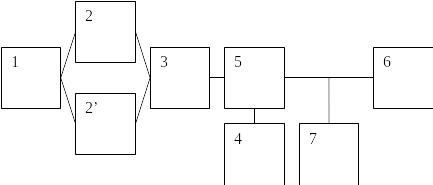
Рис.6
1- пьезодатчик с предусилителем; 2 и 2'– нижний и верхний узкополосные фильтры; 3- подавитель помех; 4- источники опорного сигнала; 5- блок сравнения; 6- индикатор разрушения; 7- головной телефон.
Рис.7