

Конічні різьби
Застосовують в складних з'єднаннях, коли необхідно забезпечити щільність з'єднання без спеціальних ущільнюючих матеріалів (пряжи з суриком, льняні нитки і т. ін.)
Трубна конічна різьба – найбільш поширений вид, профіль її відповідає закругленому профілю трубной циліндричної різьби.
Нарізання зовнішньої різьби
Зовнішню різьбу нарізають :
плашками різної конструкції;
різьбонарізними головками (з роздвижними плашками);
різьбовими різцями ;
гребінками;
дисковими і груповими різьбовими фрезами ;
шліфувальними кругами.
Круглими плашками нарізають різьби невисокої точності, так як у цих плашок профіль різьбової нитки не імітують.
Їх використовують в основному для нарізання різьб на заготовках з кольорових металів, зі сталей, а також для різьб малого діаметру (менше З мм).
При нарізанні різьби на заготовках з в'язких металів відбувається підняття нитки (вилучення металу), тобто зовнішній діаметр різьби отримує деяке прирощення по зрівнянню з початковим діаметром стержня перед нарізанням різьби. Тому діаметр стержня з таких матеріалів роблять на 0,1 ... 0,2 мм менше зовнішнього діаметра різьби. Це треба врахувати і при нарізанні внутрішніх різьб.
Більш досконалим, продуктивним і точним способом являється нарізання різьби різьбонарізними головками на свердлильних, револьверних та гвинторізних верстатах.
Різьбонарізні головки бувають в залежності від розташування гребінок наступних типів :
а) з радіальним розташуванням гребінок для точних різьб (рис. 1,а);
б) з тангенціальним розташуванням гребінок для менш точних різьб (рис. 1,б).
Різьбові різці та гребінки використовують для нарізання особо точних різьб (для різцевих калібрів).
Профіль різцевого різця повторює собою профіль впадини різьби, яку нарізаємо.
Різець необхідно установлювати по лінії центрів.
При чистовому нарізанні передній кут = 0 (що забезпечить точність профілю, при чорновому передній кут = 5 .. . 20°, для полегшення різання, причому для в'язких сталей – великі значення переднього кута, а для твердих сталей – менші)
Нарізання різьби різцями - це малопродуктивний спосіб нарізання різьби, т. к. для повного нарізання ниток необхідно зробити велике число робочих ходів.
Нарізання різьби в упор – непродуктивний спосіб, так як швидкість, тобто частота обертання < 50 об/хв. Мала частота обертання необхідна для того, щоб робітник встиг відвести різець по закінченні хода :
а) з радіальним розташуванням гребінок для точних різьб ;
б) з тангенціальним розташуванням гребінок для менш точних різьб.
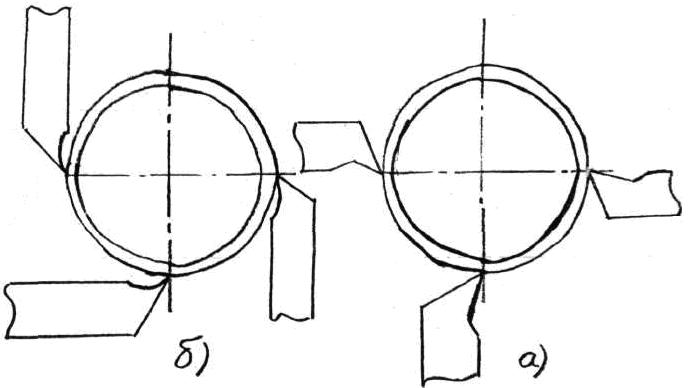
Рис.1 Призматична гребінка
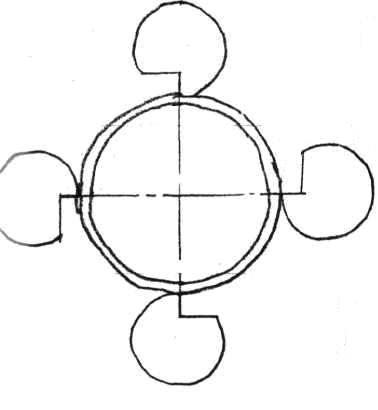
Рис.2 Колові гребінки
Необхідно проточувати канавки для збігання різьбового різця.
В крупно серійному і масовому виробництвах доцільно нарізати різьбу на різьбових напівавтоматах. У цих напівавтоматах автоматизовані такі дії:
подача на глибину;
робочий хід;
зворотній прискорений хід;
відведення різця.
Для нарізання особливо точної різьби застосовують токарно - гвинторізні верстати з корегувальним пристроєм, який компенсує похибки кроку ходового гвинта.
Нарізання різьби гребінками, які представляють собою якби декілька різьбових різців (від 2 - х до 8 - и), з'єднаних разом в один ряд, скорочує час обробки. Кінці зубів гребінки скорочують від одного краю гребінки до другого так, щоб глибина різання поступово збільшувалася. Завдяки наявності декількох зубів гребінка не вимагає великої кількості ходів, як різьбовий різець, і тому забезпечує більшу продуктивність.
Недоліки нарізання різьби гребінкою :
гребінки застосовують для нарізання тільки гостро кутової різьби ;
неможливо застосовувати, якщо різьба доходе до буртика деталі або виступу;
неможливо застосовувати для нарізання точної різьби, так як гребінки неможливо виготовити точністю.
Основний час для нарізання різьби різцем або гребінкою на токарних верстатах визначається за формулою для обточування.
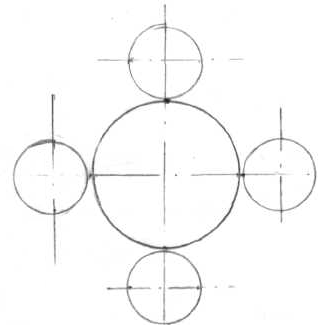
Вихрове нарізання різьби різцями, що обертаються.
Це ефективний спосіб, який підвищує продуктивність нарізання різьби.
Його суть – оброблювальна заготовка закріплена в центрах токарно - гвинторізного верстата і обертається з частотою 30. . .300об/хв. (в залежності від оброблювального матеріалу, діаметра та його різьби).
Різці (звичайно їх чотири) закріпляють у різцевій головці, котра встановлена на супорті верстата та обертається від спеціального привода з частотою обертання 1000...3000об/хв. Головка по відношенню до деталі розташована з ексцентриситетом та повернута на кут, рівний куту підйома різьби.
Кожен з різців періодично (один раз за кожний оберт головки) дотикається з заготовкою, яка нарізається, по дузі та за кожен оберт головки прорізає на заготовці канавку у вигляді серпа, яка має профіль різьби. Так як супорт у цей час має рух продольної подачі, рівної шагу різьби на один оберт заготовки, то на ній буде утворюватися різьба.
Цим способом нарізають зовнішні та внутрішні різьби діаметром більше 50мм, 7 квалітету точності, з шорсткістю поверхні Ra = 2,5...1,6 мкм. При використанні різців з пластинками Т15К6 швидкість різання досягає 400 м/хв.
Основний час вихрового нарізання різьби :
![]()
де lо – довжина різьби, мм ; lвр – 1 ... 2 шага різьби; ln – перебіг різця ; (звичайно ln = lвр); Dn – зовнішній діаметр різьби, мм ; Р – шаг різьби, мм; So – кругова подача заготовки в мм на один різець за один оберт різцевої заготовки. Zp – число різців (1...4); nр – число обертів різцевої головки в хвилину.
Нарізання внутрішньої різьби.
В основному – мітчиками.
Нарізають також : різцями, гребінками, різьбовими фрезами.
В залежності від способу нарізання різьби метчиками поділяють :
машинні (для нарізання на станках);
ручні (або слюсарні) - для нарізання вручну за допомогою клупів або воротків.
При нарізанні машинним метчиком різьба нарізається за один ход одним метчиком. Для довгих різьб в глухих отворах використовуються два метчика.
Точні різьби доводять калібруючим мітчиком вручну або на верстаті.
Ручними метчиками різьбу нарізають за два або три робочих хода, в залежності від розміру різьби та різними метчиками, які входять до комплекту.
Машинними метчиками різьбу нарізають в наскрізних та глухих отворах на верстатах:
різьбонарізних; свердлувальних; токарних автоматах та напів автоматах.
Глухі отвори свердлують на велику глибину, порівняно з довжиною різьби на 3...4 нитки для полегшення нарізання, та запобігання ламання метчика.
На верстаті повинно бути швидке перемикання на зворотній хід (реверсування) після нарізання на необхідну глибину.
Для нарізання різьби метчиками застосовують патрони слідуючих типів :
жорсткий — це звичайна державка для метчика у револьверних та автоматах, де забезпечена соосність отвору та метчика;
плаваючий – забезпечує само установку метчика по вісі отвору та швидку зміну метчика без зупинки шпинделя;
на револьверних, автоматах та багатошпиндельних різьбонарізних верстатах, які самі вимикаються від упора
Для нарізання гайок застосовують гайконарізні верстати, які працюють довгими гаєчними метчиками, які мають довгий зігнутий хвостовик, призначення для нанизування заготовок.
Головний час при нарізанні метчиком у наскрізних та глухих отворах

де n - частота обертання при робочому ході;
nо - частота обертання при обратному ході;
lвр = 1 3 крока різьби;
ln = 2.. . З крока різьби у скрізному отворі;
ln = 0 крока різьби у глухому отворі.
Охолодження :
для сталі - сульфофрезол ;
для чавуна - керосин.
Фрезерування зовнішньої та внутрішньої різьб.
Здійснюють:
1) дисковими
2) гребінчатими (груповими) фрезами на різьбофрезерних верстатах.
Дисковими фрезами для нарізання різьб з великим шагом, в загалом для трапецеїдальних.
Профіль фрези відповідає профілю різьби.
Фреза обертається та рухається вздовж вісі заготовки на один крок за один оберт заготовки. Обертання заготовки утворює колову подачу.
Де lo – довжина різьби, mm ;
lвр – 1. . .3 крока різьби (величина врізання різьби, мм) ;
ln = 0 (якщо різьба до упору) ;
lo – перебіг фрези = 1... З шага різьби ;
d – зовнішній діаметр заготовки ;
Р – крок різьби, мм ;
α – кут підйома різьби в ° ;
i – кількість ходів ;
g – кількість заходів різьби;
Sm – кругова подача; Sm = Sz*Z*nф ;
Sz - подача, мм /зуб фрези ;
Z – число зубів фрези ;
nф – частота обертання фрези, об/хв.
Використання гребінчатих фрез на верстатах 5М5Б62
Доцільно використовувати ці фрези для нарізання різьби, розташованій у голтелі, буртика, для різьби в глухих отворах, яка доходе до дна, так як тільки за допомогою фрезерування можна забезпечити повну нитку впритул до буртика.
На деталях із в'язких і твердих металів коли не забезпечується необхідна шорсткість - плашками чи різьбонарізними головками.
Основний час для нарізання різьби груповою фрезою
![]()
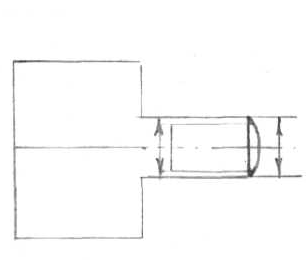
Накатування різьби.
Заготовка прокатується між двома паралельно розташованими на визначеній відстані один від одного плоскими різьбовими плашками чи циліндричними роликами, які обертаються.
|
|
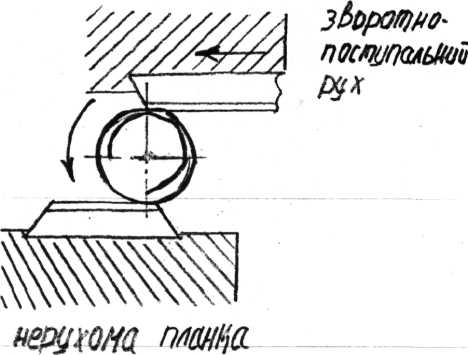
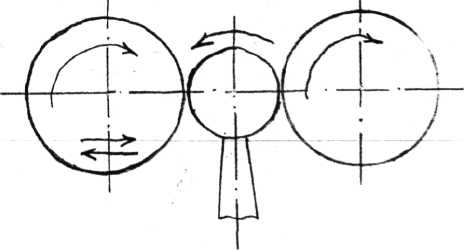
Рис. 1 Накатування різьби.
При цьому різьба більш стійка проти спрацювання і міцніша, чим при нарізанні різьбонарізним інструментом, так як матеріал в процесі зміцнюється, наклепується, а волокна металу не перерізаються, а пластично сформуються. Процес без зняття стружки - велика економія металу (до25%)
Ролики застосовують діаметром від 3 до 45 мм.
Різьба отримується 7 квалітету точності і навіть 5 квалітету. Шорсткість Ra = 0.4мкм. . . 0.8 мкм.
Накатуванням можна отримати різьбу від 0.3 до 150 мм на будь-яких талях і кольорових металах.
Шліфування різьби абразивними кругами.
Використовують на різьбо шліфувальних верстатах для обробки різьбонарізного інструмента (метчиків, різьбових фрез), різьбових калібрів, накатних роликів.
Шліфують однониточним шліфувальним кругом в співвідношенні з профілем впадин різьби – цей процес аналогічний фрезеруванню дисковою фрезою.
Шліфування однониточним кругом здійснюють при продольному переміщенні заготовки за декілька ходів. Правку однониточних кругів здійснюють двома алмазами за допомогою спеціального пристосування, яке є а різьбошліфувальному верстаті.
При великій глибині різання і малій швидкості можна шліфувати різьбу невеликим шагом "із цілого", тобто без попереднього прорізання. Цей метод дозволяє отримати різьбу з дуже високою точністю : похибка на половині кута профілю складає 3.
2. Шліфування різьби багатониточним кругом з кільцевими нитками на заготовках малої довжини нарізуємої частинки (<40 мм)
Здійснюють на різьбошліфувальних верстатах для обробки різьбонарізного інструмента (мітчиків, різьбових фрез), різьбових калібрів, накатних роликів.
Шліфують однониточним шліфувальним кругом в співвідношенні з профілем впадин різьби - цей процес аналогічний фрезеруванню дисковою фрезою.
Шліфування однониточним кругом здійснюють при продольному переміщенні заготовки за декілька ходів. Правку однониточних кругів здійснюють двома алмазами за допомогою спеціального пристосування, яке є на різьбошліфувальному верстаті.
При великій глибині різання і малої швидкості можна шліфувати різьбу з невеликим шагом "із цілого", тобто без попереднього прорізання. Цей метод дозволяє получити різьбу з дуже високою точністю : похибка на половині кута профілю зіставляє 3.
2. Шліфування різьби багатониточним кругом з кільцевими нитками на заготовках з малою довжиною частини, що нарізається (<40мм) менше ширини круга, способом врізання – круг отримує поперечну подачу на висоту витка при повільному обертанні заготовки, після чого остання робить один повний оберт (переміщається вздовж своєї вісі на один крок). Цього достатньо, щоб прошліфувати всю різьбу по заготовці.
Цей спосіб відрізняється дуже високою продуктивністю і дозволяє шліфувати різьби "із цілого", тобто без попереднього прорізання, але точність різьби нижча, чим при роботі однониточним кругом і становить +6 на половину кута профілю.
Профілювання багатонитчатого шліфувального круга здійснюється шляхом накатування кільцевих канавок сталевим роликом. Ролик для накатування виготовляють із
При шліфуванні різьби припуск залишають 0,15...0,35мм на сторону профілю.
Основний час однонитчатим кругом
![]()
де lо - довжина різьби;
1вр=1...3 кроку різьби - довжина врізання, мм;
1n - довжина перебігу, 1n = lвр;
Р - крок різьби;
n - частота обертання заготовки, об/хв.;
α - припуск на шліфування, мм;
Sn- поперечна подача на один прохід (глибина шліфування), мм ;
К - коефіцієнт точності шліфування.
Основний час шліфування багатониточним кругом :
То = Пdnm/1000V, хв.;
де d - зовнішній діаметр різьби, мм;
V—швидкість обертання заготовки;
Література:
1, § 68, С.232 ... 233 ; § 69, С.233 ... 236 ; § 70, с.27О ... 238 ; § 71, с238... 239 ; § 72, с.239 ... 242;
2, с.157... 174 .
Якими інструментами і в яких випадках нарізують зовнішні різьби?
Відповідь
Зовнішню різьбу нарізують:
плашками різних конструкцій:
різьбонарізальними головками (з плашками, що розсовуються );
різьбовими різцями;
гребінками;
исковими і груповими різьбовими фрезами;
шліфувальними кругами;
накатуванням.
Круглими плашками нарізують різьблення невисокої точності, оскільки у цих плашок профіль різьбової нитки не шліфують.
При нарізуванні різьблення на заготовках з в'язких металів походить «підняття нитки» (спучення металу).
Нарізування зовнішньої різьби на свердлувальних, револьверних, болторізних верстатах і автоматах різценаріальними ( гвинторізними ) головками є більш довершеним, продуктивним і точним способом. Різенарізальні головки залежно від розташування гребінок, бувають наступних типів:
а) з радіальним розташуванням гребінок для точних різьб;
б) з тангенціальним розташуванням гребінок для менш точних різьб.
По конструкції гребінок різенарізальні головки можуть бути плоскими (призматичними; рис.3, а, б) і з круглими (дисковими; рис.3, в) гребінками.
Різьбові різці і гребінки застосовують при нарізуванні особливо точних зовнішніх різьб, наприклад для різьбових калібрів.
Профіль різьбового різця є профілем западини нарізуваного різьблення. Різці потрібно встановлювати на лінії центрів. При чистовому нарізуванні передній кут різців приймають рівним нулю, що забезпечує точність профілю, а при чорновому – 5...200 для полегшення різання, для твердих сталей беруть менші значення кутів, а для в'язких сталей – великі значення.
Нарізування різьби різцями – мало продуктивний спосіб оскільки для повного нарізування ниток необхідно зробити велике число робочих ходів.
Нарізування різьби впритул – це також мало продуктивний спосіб, оскільки частота обертання деталі не повинна перевищувати 50 об/хв., мала частота обертання необхідна для того, щоб робітник міг відвести різець при закінченні ходу.
Конструктивно - повинна бути канавка для виходу різця.
У велико серійному і масовому виробництві економічно доцільно нарізувати різьбу на різценарізальних напівавтоматах, де подача на глибину, робочий хід, зворотний хід і відведення різця проводиться автоматично.
Для нарізування особливо точного різьблення застосовують токарно-гвинторізні верстати з коректувальним пристроєм, які компенсують помилки кроку ходового гвинта.
Різьбові гребінки є як би декількома різьбовими різцями ( від 2 до 8 ), які з’єднані разом, нарізування гребінками скорочує час обробки і відповідно має більшу продуктивність ніж нарізування різцями, але є і недоліки.
Гребінками не можна нарізувати впритул, а можна нарізувати лише якщо є різьба на прохід; не можна застосовувати для точних різьб; гребінками нарізують тільки гострокутні різьблення.
Вихрове нарізування різьби здійснюється різцями, що обертаються; це ефективний спосіб виробництва різьби.
-
а)

б)
в)
Рис. 3 Різьбонарізні головки
Суть цього способу – оброблену заготівку закріплюють в центрах токарно-гвинторізного різця, вона обертається з швидкістю від 30 до 300 об/хв. (n=30...300об/хв.). Різці ( звичайно їх 4 ), закріплені в різцевій головці, яка встановлена на супорті верстата і обертається від спеціального приводу з частотою обертання від 1000 до 3000 об/хв. ( n = 1000...3000 об/ хв. ). Головка по відношенню до деталі, розташована з ексцентриситетом ( зсув головки ) і повернена на кут, рівний куту підйому різьби, кожний з різців періодично, тобто один раз за кожен оборот головки, стикається з нарізуваною заготівкою по дузі і за кожен оборот головки прорізає на заготівці канавку у вигляді серпа, що має профіль різьблення. Оскільки супорт в цей час має подовжній рух подачі рівний кроку різьблення на один оборот заготівки, то на ній утворюватиметься профіль різьби. Цим способом нарізують зовнішні і внутрішні різьби діаметром більше 50мм високої точності з шорсткістю поверхні від 2,5 до 1,6мкм (Ra=2,5...1,6 мкм).
Круглими плашками нарізують різьбу невисокої точності, оскільки у цих плашок профіль різьбової нитки не шліфують.
В деяких випадках застосовують плашки особливо високої точності виготовлення, у котрих ріжучі кромки, притираючи, доводять до високої точності. Такими плашками можна нарізувати і калібрувати різьбу. Проте цей спосіб нарізування різьби неекономічний і застосовується рідко.
Круглі плашки використовують головним чином для нарізування на заготовках з кольорових металів, а також для нарізування різьб малих діаметрів (менше 3 мм) на заготовках із сталей. Їх виготовляють розрізними, або регульованими по діаметру і нерозрізними. Нерозрізні плашки надійніші і забезпечують отримання більш правільної і чистої різьби, ніж розрізні.
При нарізуванні різьби на заготовках з в’язких металів відбувається "підняття нитки" ( спучування металу ) тобто зовнішній діаметр різьблення одержує деякий приріст порівняно з первинним діаметром стрижня перед нарізуванням різьби. Тому діаметр стрижня з таких матеріалів під нарізання різьби роблять на 0,1...0,2 мм менше зовнішнього діаметру різьби. Це треба враховувати і при нарізуванні внутрішньої різьби.
При нарізуванні різьби круглими плашками на верстатах їх вставляють в патрони, які самі вимикаються від упору. Плашку закріплюють в патроні трьома упорними гвинтами. Патрон подають на нарізуваний стрижень уручну до тих пір, поки нарізувана різьба не захопить і не поведе плашку після чого відбувається самозатягування. Для нарізування різьблення на револьверних верстатах і автоматах застосовують різновид круглих плашок – трубчасті плашки, які працюють значно краще за звичайні круглі плашки завдяки вільному видаленню стружки, зручності заточування ріжучих кромок, надійному центруванню плашки в патроні і можливості регулювання розміру за допомогою стягування кільця.
Нарізування зовнішньої різьби на свердлувальних, револьверних, болторізних верстатах і автоматах різьбонарізними ( гвинторізними ) головками є більш довершеним, продуктивним і точним способом. Залежно від розташування гребінок розрізняють наступні типи різьбонарізних головок:
з радіальним розташуванням гребінок для точних різьб;
з тангенціальним розташуванням гребінок для менш точних різьб.
По конструкції гребінок різьбонарізальні головки можуть бути плоскими (призматичні ) і з круглими ( дисковими ) гребінками
Для підвищення продуктивності різьбонарізальні головки виготовляють самовідкриваючимися – у цих головок вкінці процесу нарізування ріжучий інструмент виходить із зачеплення з різьбою без вигвинчування головки і швидко повертається в початкове положення
Різьбові різці і гребінки застосовують при нарізуванні особливо точних зовнішніх різьб, наприклад для різьбових калібрів, особливо відповідальних різьб в окремих деталях, а також при чистовому нарізуванні точних ходових трапеціідальних і прямокутних різьб Застосовують стрижньові, призматичні, а також круглі різьбові різці.
Нарізування різьбовими різцями є малопродуктивною операцією, оскільки для повного нарізування ниток необхідно зробити велике число робочих ходів Особливо мала продуктивність нарізування різьблення різцями впритул, оскільки в цьому випадку частота обертання повинна бути не більше 50 об/хв.
Різьбонарізні гребінки є немов би декількома різьбовими різцями (від 2 до 8) з’єднаних разом в ряд. Гребінки мають ріжучу, або приймальну, частину із зрізаними зубами (звичайно 1…3 зуба) і що направляючу частину – решта зубів. Завдяки наявності декількох зубів гребінка не вимагає великого числа ходів, як різьбовий різець, і отже забезпечує велику продуктивність. Гребінки виготовляють плоскими і круглими. Ефективним способом, що підвищує продуктивність різьбонарізання є нарізування різьб різцями, що обертаються (вихрове нарізування).
Література.
1 ВВ. Данилевський, Технология машиностроения, Учебник для техникумов, Москва: Высшая школа, 1984г.
2 Н.Ф Мельников, Н.Ф. Брістоль, Технология машиностроения, издание 2-е перереработанное, Машиностроение, 1977г.