

Провода.
Воздушные линии 35 кВ выполняют с одним проводом в фазе.
Ha BЛ применяют неизолированные провода, изготовляемые из алюминия марки А.
Большую механическую прочность и достаточную стойкость к химическим воздействиям имеют только алюминиевые провода с антикоррозионным покрытием поверхности.
Провода поставляют на барабанах или в бухтах. Для защиты от механических повреждений при транспортировке барабаны с проводом сплошь обшивают досками по периметру барабана, а провода, поставляемые в бухтах, зашивают в мешковину.
Изоляторы.
Изоляторы и линейная арматура. При их приемке проверяют: наличие паспорта предприятия-изготовителя на каждую партию изоляторов и линейной арматуры, удостоверяющего их качество; отсутствие на поверхности изоляторов трещин, деформаций, раковин, сколов, повреждений глазури, а также покачивания и поворота стальной арматуры относительно цементной заделки или фарфора; отсутствие у линейной арматуры трещин, деформаций, раковин и повреждений оцинковки и резьбы.
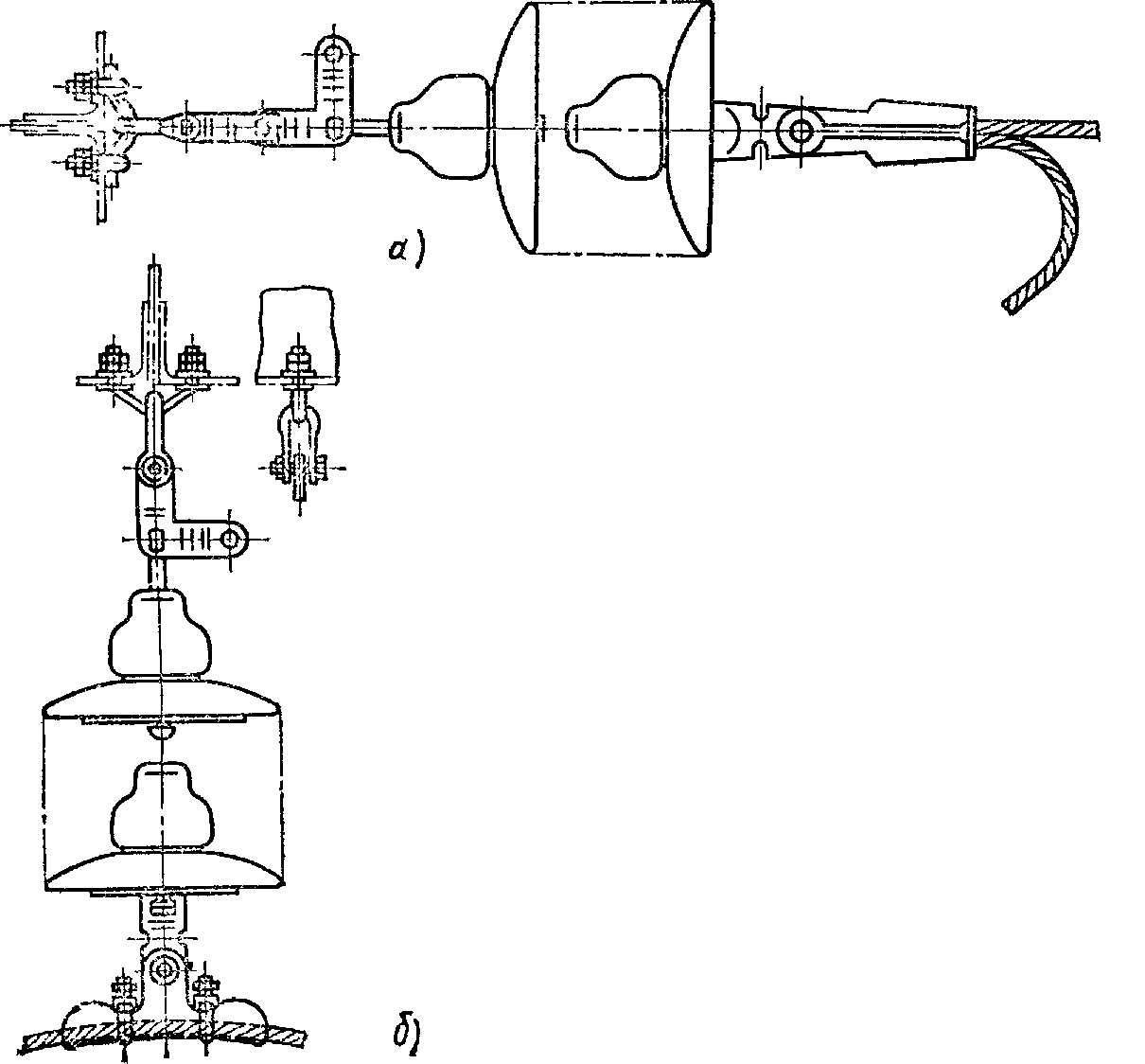
Рисунок - Гирлянды изоляторов:
а — одиночная натяжная с зажимом типа клин-коуш; б — поддерживающая гирлянда с глухим поддерживающим зажимом
Очистку изоляторов от грязи, краски, цемента производят с помощью тряпки, смоченной в бензине, и деревянной лопаточки.
На данном объекте используют изолирующие траверсы с полимерными изоляторами.
Траверсы ТИЛ-35 монтируются на железобетонных стойках опор СНВ-7-1. Траверса состоит из трех опорно-стержневых полимерных изоляторов, расположенных по отношению друг к другу под углом 120° (трехлучевая звезда). Длина луча 835 мм. Траверса устанавливается с помощью металлического хомута на оголовнике железобетонной опоры. Опорно-стержневые изоляторы траверсы изготавливают из стеклопластиковых стержней диаметром 36 мм с трещиностойким покрытием из силиконовой резины К-69.
Арматура.
Крепление проводов к подвесным изоляторам производят при помощи натяжных зажимов. Из натяжных зажимов предпочтение отдают зажимам, не требующим разрезания проводов.
Натяжная арматура предназначена для закрепления проводов на анкерных опорах и выполняется в виде зажимов. В клиновых зажимах провод закрепляют в зажиме при помощи клиньев, в болтовых— при помощи болтов, в прессуемых — путем опрессования трубки зажима вокруг провода. Коуш предохраняет трос от механических повреждений в местах перегиба и прикрепления.
Соединения проводов BЛ 35 кВ производят при помощи соединительных зажимов, сварки, а также при помощи зажимов и сварки в совокупности. Однопроволочные провода соединяют скруткой с пропайкой.
 Рисунок
- Соединительные зажимы:
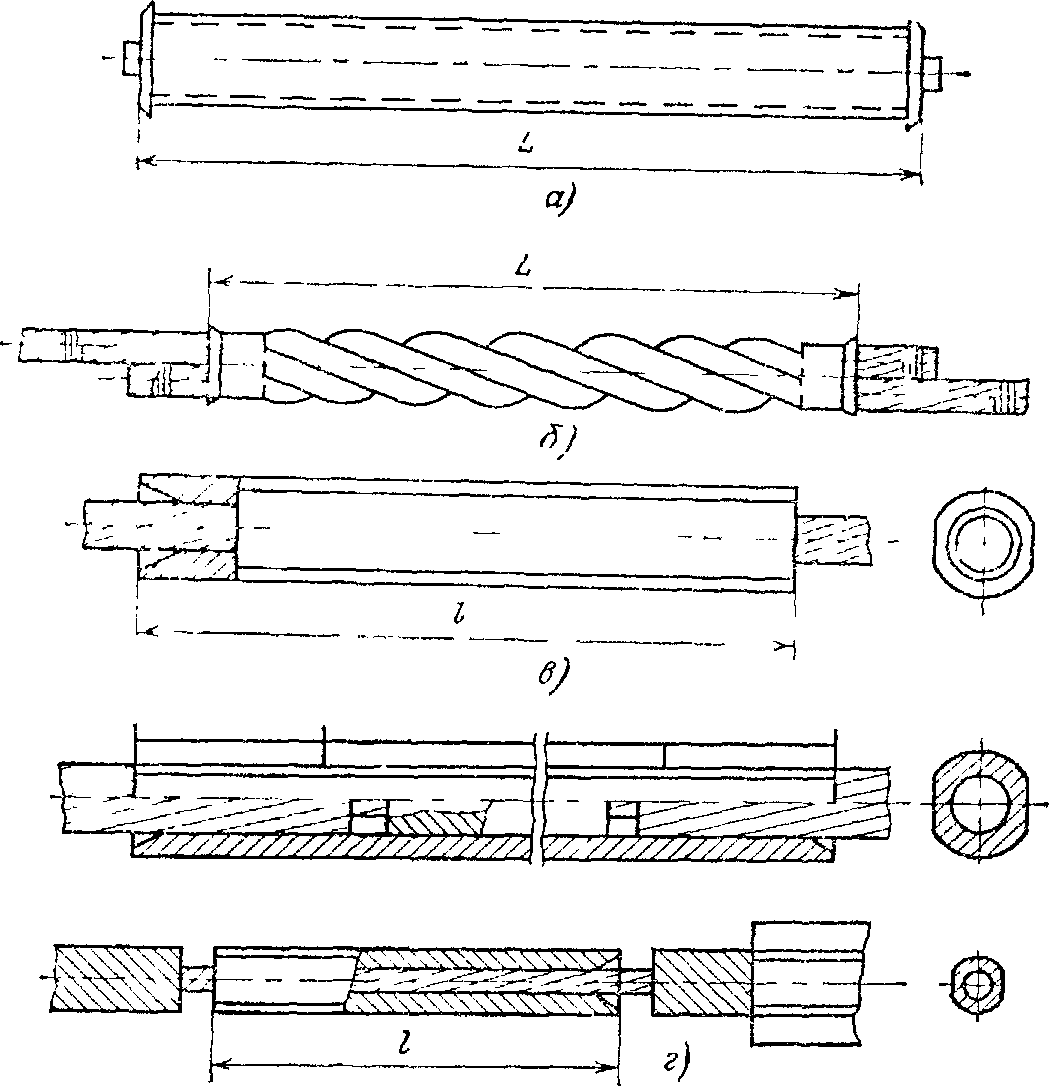
Рисунок
- Соединительные зажимы:
а — овальный, монтируемый обжатием б — овальный, монтируемый скручиванием в — овальный, прессуемый для монометаллических проводов, г — то же для сталеалюминиевых проводов.
Установка опор.
Развезенные по трассе готовые или собранные на сборочных площадках на трассе опоры устанавливают непосредственно в котлованы с помощью специальных механизмов - кранов-установщиков опор типа КВЛ-8.
 Рис.
13 19 Установка опор
Рис.
13 19 Установка опор
На одностоечных и А-образных железобетонных опорах до их установки закрепляют крючья и траверсы с изоляторами. Железобетонные одностоечные опоры без ригелей устанавливают в котлован, высверленный в грунте, и производят засыпку пазух.
После установки опор производят их выверку. Выверенные опоры закрепляют в котловане. Котлованы засыпают слоями вынутого из них грунта толщиной 150—200 мм. Каждый слой тщательно утрамбовывают.
Железобетонные опоры заделывают в цилиндрических котлованах цементным раствором после временного закрепления их клиньями. Цементный раствор, доставленный от смесительной установки, выгружают в специальный лоток, установленный у опоры, и с помощью ковшей и совковых лопат заполняют пазухи котлована. Уплотнение раствора в пазухах производят штыкованием металлическими стержнями.
Далее приступают к раскатке и натяжению проводов.
Неизолированные провода для BЛ доставляют на деревянных барабанах. Барабаны с проводом устанавливают на специальной тележке, с помощью которой выполняют одновременно раскатку нескольких проводов и тросов. Раскатку проводов с барабанов производят при помощи автомашин и ведут от одной анкерной опоры до другой.
 Рисунок
- Трехбарабанный раскатчик на тягаче
ATT; 1 — сварная рама; 2 — барабан с проводом.
Рисунок
- Трехбарабанный раскатчик на тягаче
ATT; 1 — сварная рама; 2 — барабан с проводом.
При раскатке проводов отмечают места обнаруженных дефектов проводов. В дальнейшем перед натяжкой провода в этих местах выполняют ремонт проводов. Восстановительный ремонт проводов осуществляют: при повреждении до 17 % алюминиевого покрова — путем наложения проволочных бандажей, при повреждении до 34 % — монтажом ремонтных зажимов, выше 34 % — заменой отрезком нового провода.
Провода ВЛ закладывают у каждой промежуточной опоры в раскатные (монтажные) ролики (рис. 13 25), предварительно закрепленные на гирляндах изоляторов; затем провода поднимают вместе с гирляндами и роликами на опору; одновременно поднимают на опору, также заложенные в ролики. После этого провода раскатывают до следующей промежуточной опоры.
 Рисунок
- Ролики монтажные для раскатки проводов:
Рисунок
- Ролики монтажные для раскатки проводов:
а — одинарный ролик; б — монтажный раскаточный подвес для четырех одновременно раскатываемых проводов.
Соединение проводов ВЛ
Опрессовку выполняют с помощью ручного гидропресса, применяемого для опрессовки наконечников и соединительных гильз на жилах изолированных проводов.
Для того чтобы избежать ухудшения контакта, применяют сварку концов проводов, соединенных опрессовкой. Сварку концов проводов выполняют с помощью термитных патронов.
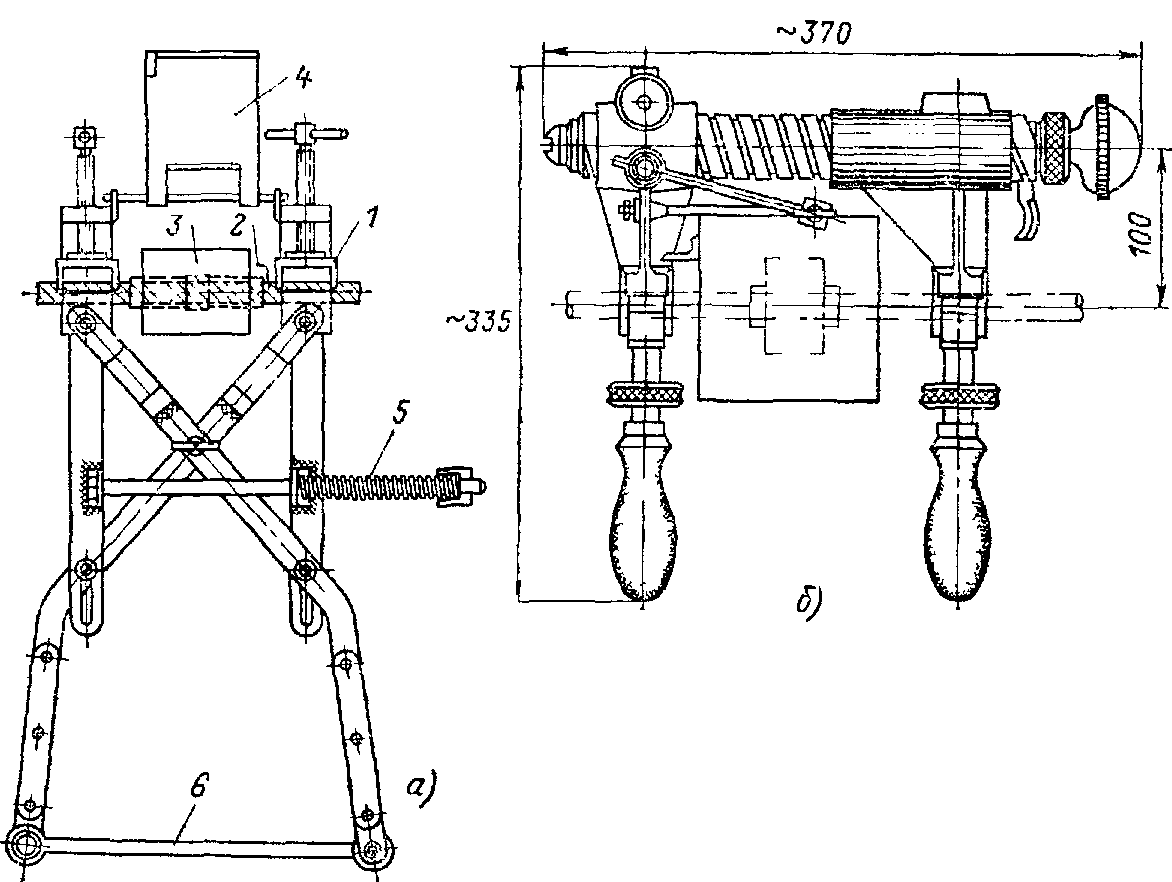 Рисунок
- Приспособление для сварки проводов
ВЛ.
Рисунок
- Приспособление для сварки проводов
ВЛ.
а — сварочные клещи Мосэнерго, 6 — сварочный пистолет; 1 — зажимное устройство, 2 — концы свариваемых проводов, 3 — термитный патрон, 4 — защитный откидывающийся щиток, 5— пружины, 6 — запорный крючок. Технология термитной сварки проводов: берут термитный патрон марки ПАС со стальной трубкой; концы свариваемых проводов обезжиривают бензином (или ацетоном), зачищают металлической щеткой от окиси, выпрямляют и запиливают торцы перпендикулярно осям проводов; ставят бандаж из стальной проволоки на расстоянии 50 мм от конца провода; вводят концы проводов в трубку термитного патрона: один конец провода — с одной стороны патрона, а другой — с другой стороны; закрепляют свариваемые провода в зажимах специальных приспособлений; зажигают термитной спичкой термитный патрон; после сгорания термитного состава и охлаждения места соединения снимают остатки трубки патрона с места соединения, зачищают место соединения.
Натяжку проводов ВЛ 35 кВ с большими пролетами производят трактором. Провод с алюминиевыми жилами зажимают в монтажном зажиме. Натяжку проводов производят между анкерными опорами.
На линиях 35 кВ и выше обычно производят натяжку нескольких проводов (двух, трех и более).
 Рисунок
- Зажим монтажный клиновой; 1 — корпус;
2 — планка; 3 — клин
Рисунок
- Зажим монтажный клиновой; 1 — корпус;
2 — планка; 3 — клин
При монтаже алюминиевых проводов в стальных поддерживающих и натяжных (болтовых, клиновых) зажимах защищают алюминиевыми прокладками;
В гирляндах подвесных изоляторов провода закрепляют в зажимах. К анкерным опорам провода крепят с помощью натяжных гирлянд с натяжными зажимами. Провод монтируют без перерезания его, устанавливая одновременно обе натяжные гирлянды.
Клиновые зажимы монтируют в следующем порядке: вынимают клин и шпильку; убедившись в исправности всех деталей зажима, вкладывают провод в корпус зажима так, чтобы устье зажима приходилось против отметки на проводе, указывающей место установки зажима; вкладывают клин и ударами молотка по медной или алюминиевой подкладке, предохраняющей торец клина от повреждения, закрепляют провод в зажиме; при этом следят за тем, чтобы зажим не сместился по проводу. После этого зажим прицепляют к ушку гирлянды изоляторов и вставляют на место шпильку, шайбу и шплинт зажима.
На промежуточных опорах провода крепят в поддерживающих зажимах.

Рисунок – Пролеты ЛЭП.
ГПП
Главная понижающая подстанция (ГПП) промышленного предприятия состоит из КРУ 35 кВ и КТП 35/10 кВ.
Монтаж комплектных устройств происходит следующим образом: доставляют собранные блоки к месту монтажа, перевозят внутри помещения, поднимают и устанавливают.
До начала монтажа проверяют правильность устройства закладных оснований под камеры КРУ, КСО и КТП. Закладные основания устанавливают по уровню. Шкафы и камеры монтируют следующим образом:
Из шкафов КРУ выкатывают тележки. Устанавливают крайний шкаф или камеру КСО и после проверки правильности установки по вертикали и горизонтали приступают к установке примыкающего к ней следующего шкафа или камеры. Проверенные шкафы и камеры скрепляют между собой болтами, но так, чтобы при этом не появились перекосы. Закрепляют сваркой к закладным металлическим конструкциям и приступают к монтажу сборных шин распределительного устройства.
Контактные поверхности сборных шин промывают бензином и смазывают тонким слоем вазелина. После установки сборных шин всей секции выполняют затяжку болтов в контактных соединениях. Присоединяют силовые и контрольные кабели и вкатывают тележки в шкафы КРУ, проверяя при этом совпадение контактов тележки низкого напряжения с контактами, установленными на релейном шкафу, совпадение контактов электрических соединителей высокого напряжения, совпадение заземляющих контактов тележки с контактами заземления корпуса, а также работу шторок (шторки должны подниматься и опускаться без перекосов и заеданий) и действие механической блокировки.
При монтаже КТП производят сборку подстанций, выводы трансформатора соединяют с распределительным устройством, устанавливают автоматы, монтируют заземление. Соединение шин выполняют большей частью при помощи сжимных плит. Для очистки контактной поверхности ее протирают чистой тканью, смоченной в бензине.
Установку блоков производят поочередно, предварительно сняв специальные заглушки, закрывающие выступающие концы шин, и подъемные скобы с опорных швеллеров.
Выдвижные автоматические выключатели низкого напряжения проверяют на совпадение вертикальных и горизонтальных осей втычных контактов и ножей, определяют с помощью динамометра усилие нажатия. Кроме того, проверяют совпадение осей симметрии подвижных и неподвижных вспомогательных контактов. Для вкатывания и выкатывания автоматических выключателей применяют специальное устройство, поставляемое заводом.
Монтаж завершается проверкой исправности проводок и приборов, надежности крепления болтовых соединений, исправности электрической изоляции, присоединений кабелей высокого напряжения к трансформаторам и кабелей отходящих линий.
Монтаж РУ.
Прежде чем приступить к монтажу указанного оборудования, аппаратуры и приборов, закрывают временными щитами все проемы и каналы, а также ставят перильные ограждения. Монтажные проемы для перемещения тяжелого оборудования и аппаратуры ограждают съемными перилами. Подъем, перемещение и установку электрооборудования и тяжелой аппаратуры выполняют только средствами механизации (кранами, лебедками, талями, блоками). Перед установкой электрооборудования и аппаратуры проверяют прочность опорных конструкций и канатных строп.
Оборудование, аппаратура и их элементы, поднятые для монтажа, сразу же закрепляют на своих местах согласно проекту.
Для подъема и перемещения оборудования и аппаратуры используют различные типы тележек; строповку производят в местах, обеспечивающих безопасность монтажных операций.
Монтаж ТП 10/0,4 кВ.
При приемке трансформаторов, а также другого оборудования ТП производят их осмотр для выявления возможных видимых дефектов и проверку наличия комплекта технической документации.
Трансформаторы перевозят грузовым автотранспортом. При погрузке и разгрузке используют автокрановые установки различных типов. На время перевозки трансформаторов их основания (нижняя рама, катки) прочно закрепляют деревянными брусками к дну кузова автомашины, а верхнюю часть привязывают за четыре подъемных крюка, приваренных к стенкам бака, растяжками к бортам кузова. При этом трансформаторы устанавливают в кузове большей их осью по направлению движения. При одновременной перевозке нескольких трансформаторов в одном кузове между ними оставляют расстояние в свету не менее 200 мм.
Подъем трансформаторов при погрузке, разгрузке и установке в ТП производят испытанными стропами, которые закрепляют также за четыре подъемных крюка на стенках бака. Длину стропов выбирают такой, чтобы они при подъеме не задевали изоляторов и других частей на крышке трансформатора. Для проверки надежности работы подъемных механизмов и правильности строповки при подъеме трансформаторов их предварительно поднимают на несколько минут на высоту 50-100 мм.
Трансформаторы после получения с завода и в дальнейшем после перевозки по бездорожью на объект проходят тщательную ревизию с наружным осмотром. При осмотре проверяется целость бака, радиаторов, расширителя и установленных на нем маслоуказателя и воздухоосушительного и термосифонного фильтров. Кроме того, определяют исправность сливного крана или пробки для отбора масла и другой масляной арматуры; целость наружной части выводных изоляторов, комплектность крепежных деталей на стержнях изоляторов и целость их резьбы.
Тщательно проверяется также отсутствие течи масла из уплотнений и сварных соединений (из-под крышки бака, кранов, сливных пробок, фланцев и стержней изоляторов, гильз для термометров, в местах развальцовки труб и установки патрубков радиаторов).
Во время наружного осмотра убирают все временные уплотнения и заглушки на кранах, расширителе, маслоуказателе и т. п.
Монтаж ТП закрытого типа на объекте заключается в установке и сборке оборудования, скомплектованного в секции-блоки и монтажные узлы, а также в соединении этого оборудования шинами и проводами, заготовленными на МЗУ, соответственно между собой и с распределительными сетями ВН и НН. В принятые под монтаж помещения перемещают скомплектованные из камер КСО секции-блоки и панели щитов низкого напряжения, силовые трансформаторы и другое оборудование. Секции из камер КСО и щитов устанавливают на заделанные в полу закладные опорные швеллеры, выверяют по горизонтальным и вертикальным осям, после чего их нижние рамы прикрепляют болтами к швеллерам. Трансформаторы выверяют и закрепляют на закладных опорных швеллерах тормозными упорами, подложенными под все четыре катка.
Проходные изоляторы устанавливают на плиты, заделанные при строительстве в стенных проемах. Сборные шины секций-блоков ВН и НН соединяют соответственно между собой, с трансформаторами и с вводными проходными изоляторами. Выводные провода прокладывают в газовых трубах, устанавливают на наружной стене ТП конструкции с изоляторами для выводов 10 и 0,4 кВ. После установки к выводным изоляторам трансформаторов присоединяют ошиновку 10 и 0,4 кВ, а к баку — шины заземления.
Монтаж РП.
Монтаж распределительных пунктов производят с применением отдельных узлов и типовых панелей, использование которых необходимо для унификации отдельных элементов конструкции.
На заводе-изготовителе распределительный пункт укомплектовывают различными автоматами, устройствами защитного отключения, рубильниками и др.
Пункты устанавливают и закрепляют в соответствии с рабочим чертежом, выверяя по уровню и отвесу. После этого производят подсоединение внешних сетей (проводов, кабелей и заземляющих проводников).
Монтаж силовых щитов.
Монтаж ЩС сводится к установке его на пол с помощью болтового соединения и подключения к силовых цепей. Силовые цепи вводят сверху корпуса. На вводе устанавливаются клеммы и рубильник. В зависимости от количества и мощности потребителей составляют электрическую схему. Предусматривают также необходимый уровень защиты от сильных перегрузок, а также короткого замыкания.
После монтажных работ каждый щит подвергают тщательной приемке. В процессе последней проверяют: комплектность щитовой конструкции; правильность ее размещения, крепления составных частей между собой и к закладным элементам; качество установки и крепления приборов, введенных кабелей и труб. Щитовые конструкции считают подготовленными к сдаче в эксплуатацию, если проведенные в полном объеме проверки дали положительный результат.
Монтаж конденсаторной установки
Монтаж на месте установки сводится к болтовому соединению шкафов между собой, к установке и присоединению сборных шин, креплению шкафов к фундаменту, присоединению питающих кабелей и заземляющих проводников и соединению вилок - оконцевателей автоматического регулирования между панелями.
Монтаж двигателей.
До начала монтажа электрических машин проверяют наличие и готовность к работе подъемно-транспортных средств в зоне монтажа электрических машин (готовность подъемно-транспортных средств должна быть подтверждена актами на их испытание и приемку в эксплуатацию), подбирают и испытывают такелаж (лебедки, тали, домкраты).
Монтаж электрических машин выполняют в соответствии с инструкциями предприятий-изготовителей.

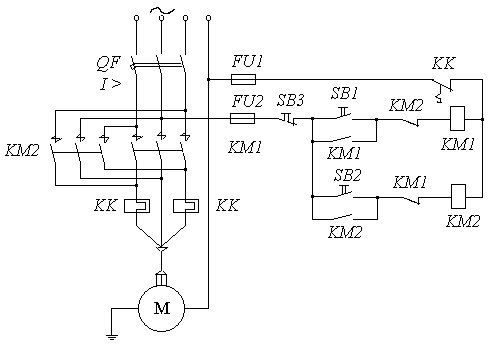
Рисунок – Схемы включения АДК и АДФ с прямым и реверсивным пуском.
Монтаж гальванических ванн.
Ванны устанавливают с помощью уровня, иначе может оказаться, что подвесочное приспособление на одном конце ванны погружено слишком глубоко, а на другом — детали не полностью покрыты раствором. Ставят ванны на фарфоровые изоляторы.
Подключение сварочного аппарата.
К автомату подключают питающие концы к любым двум фазам, а также подключают третий провод к защитному нулевому проводнику для защиты корпуса.