

Смесильные машины, конструкция и принцип работы
По принципу действия смесильные машины можно подразделить на машины периодического и непрерывного действия. Электродная и электроугольная промышленности в основном оборудованы машинами периодического действия, машины непрерывного действия применяются крайне редко. К преимуществам периодических смесителей следует отнести возможность большей точности дозирования компонентов, эффективность смешивания и хорошее качество получаемой электродной массы. Недостатками этих машин являются невысокая производительность и большие габаритные размеры.
Смесильные машины непрерывного действия применяются главным образом в производстве анодной массы - многотоннажном производстве, где применение их более эффективно.
В качестве машин непрерывного действия используют горизонтальные двухвальные смесильные машины с зетобразными лопастями. Две зетобразные лопасти смесильной машины вращаются в противоположных направлениях и расположены в корытообразном кожухе, днище которого имеет форму двух полуцилиндров соединенных таким образом, что вдоль оси емкости по средней его линии образуется гребень (седло). В смесителях такой конструкции используются оба принципа смешивания одновременно – и вминание, и деление, что позволяет форсировать процесс смешивания.
На рисунке 2.23 показана смесильная машина периодического действия большой емкости (2000 л и выше).
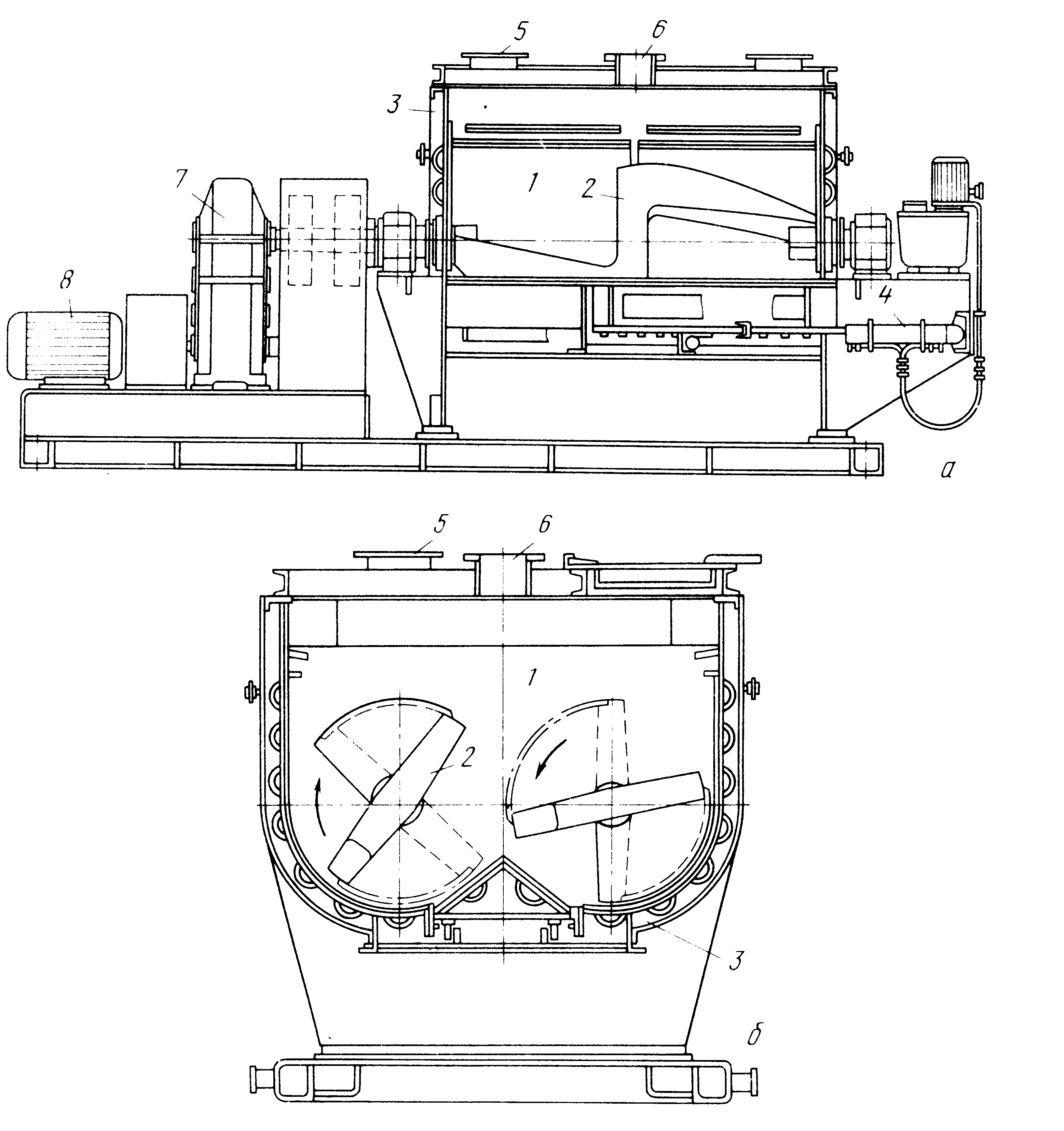
а-продольный разрез; б – поперечный разрез
1 – корыто; 2 – лопасти; 3 – обогревающая рубашка; 4 – привод для открывания разгрузочного отверстия; 5,6 – разгрузочные отверстия; 7 – редуктор; 8 - электродвигатель
Рисунок 2.23 – Смесильная машина
Машина представляет собой большую емкость, в которой размещены две зетобразные лопасти, вращающиеся друг другу навстречу и выполняющие основную функцию – смешивание. Привод осуществляется через редуктор. Системой шестеренчатых передач лопасти приводятся во вращение. Сверху машина плотно закрыта крышкой, в которой имеются отверстия для загрузки материалами. Готовая масса выгружается через отверстие в днище емкости, закрываемое и открываемое с помощью заслонки, которая имеет механический или гидравлический привод. Массивные зетобразные лопасти слегка изогнуты.
От формы и размеров отдельных элементов лопастей зависит интенсивность перемешивания. В электроугольной промышленности применяются также смесильные машины относительно небольшой емкости (около 400 л). В промышленной практике применяют машины с паровым обогревом (рабочее избыточное давление пара 0,5 МПа), а также машины с электрическим обогревом, если требуются более высокие температуры для производства некоторых изделий. Для предохранения боковых и торцевых поверхностей емкости имеется защитная сменяемая футеровка стальными плитами, обычно – из марганцовистой стали, которая хорошо противостоит истирающим усилиям.
Прессование, основные способы
Продукция, которую в большом ассортименте производят электродные и электроугольные предприятия, отличается не только физико-механическими свойствами, но и размерами и формой. Форму, размеры и плотность материалам придают в процессе прессования.
В промышленной практике наибольшее распространение получили два способа прессования:
в пресс-форму
выдавливанием через мундштук.
Реже применяется виброформование (для получения крупногабаритных изделий).
Изостатическое прессование применяется, главным образом, для получения конструкционных углеродных материалов с однородной мелкодисперсной структурой, в том числе для изделий с большими габаритами.
Прессование в прессформу применяется главным образом, при производстве конструкционных материалов, щеток для электрических машин, и других изделий, для которых существенным является высокая плотность, однородная структура и полное отсутствие внутренних дефектов.
Недостаток этого способа – ограниченность габаритных размеров, особенно высоты прессуемого изделия. Иногда габариты достигают диаметра до 700 мм и длины до 2 м. Чем больше отношение высоты к сечению изделия, тем выше разноплотность по высоте. При этом масса или пресспорошок непосредственно загружается в прессформу, которая определяет форму и размер изделия.
Наибольшее распространение получил способ прессования выдавливанием, или как его часто называют, прошивное прессование. Это – наиболее экономичный способ, обеспечивающий высокую производительность при относительно небольшой численности обслуживающего персонала. Однако способом выдавливания нельзя получить столь высокую плотность, как в пресс-форме. При этом способе массу загружают в контейнер (массный цилиндр) пресса и выдавливают через мундштук. Формой и размерами мундштука определяется поперечное сечение изделия, а длина его может быть получена различной.
Эти два способа прессования не могут заменить друг друга, потому что свойства прессуемых материалов различны даже в том случае, если состав и способы приготовления массы одинаковы.
Изостатическое (гидростатическое) прессование применяется для специальных целей, поскольку для него используется относительно сложное оборудование, обладающее повышенными требованиями к качеству обслуживания.