4. Обжиг или спекание
Под спеканием (обжигом) понимается термическая обработка сформованных (спрессованных) углеродных материалов при 800-1400 0С, приводящая к упрочнению связей между частицами путем цементации коксом связующего или их непосредственного сцепления.
Целью спекания является перевод спрессованных материалов в новое качество, при котором:
Увеличивается механическая прочность
Резко уменьшается электрическое сопротивление
Повышается износоустойчивость
Изделия приобретают способность к механической обрабатываемости без скалывания
Материал обожженной заготовки после спекания представляет собой агломерат углеродных частичек, не только склеенных коксом связующего, но и находящихся с последним в химической связи.
4.1. Стадии спекания и основные физико-химические процессы:
Освобождение углеродных частиц от внутренних напряжений и необратимого расширения заготовок после достижения температуры начала размягчения связующего (70-145 0С) и его последующего плавления (70 -2000С)
Частичная отгонка влаги и легких фракций связующего
Окислительная дегидрополиконденсация при 100-300 0С в результате взаимодействия функциональных групп, находящихся на поверхности углеродных порошков и в связующем. Отщепление водорода. Переход β и γ-фракций связующего в ά – фракцию

Последовательно-параллельные реакции разложения связующего и синтез из продуктов разложения. Пиролиз и молекулярная ассоциация связующего с формированием активных радикалов, вид и концентрация которых зависят от происхождения свя- зующего, условий его получения, окружающей среды при спекании, состава смесей, из которых состоит заготовка
радикальная полимеризация, в том числе в паровой фазе; при этом радикалы взаимодействуют с остатками связующего. Реакция протека- ет при температуре ниже 300°С в жидкой фазе и заканчиваются образо- ванием полукокса (350-500°С)
дальнейшее уплотнение материала за счет молекулярной перестрой- ки кокса связующего и образование химических и адсорбционных связей с порошковыми компонентами спекаемых смесей и практически полного удаления летучих (800-850оС). На этой стадии следует предполагать структурную перестройку химических связей, которые возникли ранее
удаление посторонних атомов и соединений с периферии моле- кул, сопровождающееся при температурах выше 800°С уплотнением пленок связующего вследствие его молекулярной перестройки (800— 1300°С)
охлаждение спеченных изделий
В соответствии с изложенным процессы, которые происходят до 300°С, следует считать первой стадией спекания, при 300—750°С — второй, при 750-1300°С — третьей, охлаждение — четвертой.
Спекание нельзя считать комплексом процессов, обособленно начинающихся и заканчивающихся. В первую очередь это объясняется тем, что ему предшествуют операции подготовки смесей — смешение, вальцевание, переработка в шнеках, которые проводятся в температурных интервалах, входящих в первую стадию спекания.
С
другой стороны, графитация является
продолжением спекания. Формирующиеся
при спекании элементы структуры во
многом определяют кинетику и механизм
графитации.
В композиции оптимального состава происходит необратимая сорбция в порах наполнителя соединений пека с молекулярной массой 500 - 2500 а.е.м. и 190, 178 а.е.м., которые не извлекаются в тетрагидрофурановый экстракт, не обнаруживаясь в пековых прослойках между частицами кокса.
Увеличение содержания связующего в композиции по сравнению с оптимальным при постоянной величине удельной поверхности наполнителя приводит к снижению плотности наполнителя в композиции, находящейся под давлением, а после снятия приложенного давления это приводит к снижению свойств материала за счет появления увеличенных пековых прослоек.
Чрезмерное увеличение пековых прослоек приводит к снижению прочности кокса, получаемого из связующего в процессе карбонизации из-за увеличения газовыделения из пека, удаленного от поверхности коксовых частичек наполнителя..

Рисунок 4-1
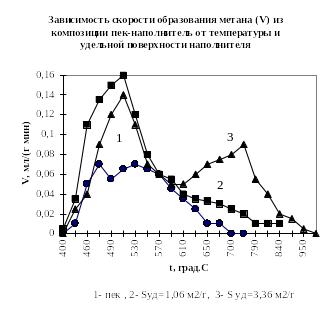
Для температурной зависимости скорости образования метана характерны два относительных экстремума - первый для газовыделения из связующего при 5000С и второй при 7000С для полукокса из связующего. Отмечено, что при увеличении поверхности наполнителя, доля метана, образующегося из чистого связующего, уменьшается, а из полукокса связующего - увеличивается. Однако эти изменения носят немонотонный характер.
Установлено, что
при пиролизе коксопековых композиций
с удельной поверхностью наполнителя
выше 4,0-4,5 м2/г
доля метана, выделившегося из чистого
связующего возросла (рис. ,кривая 2), а
из полукокса - уменьшилась ( рис. ,
кривая 4). Аналогичный эффект наблюдается
и при увеличении содержания связующего
выше оптимального( кривая 2 рис. ).Это
свидетельствует о том, что при избытке
пека на процесс газовыделения оказывают
существенное влияние области чистого
пека, достаточно удаленные от поверхности
наполнителя и не вступающие с ним во
взаимодействие.