

Электроды для сварки углеродистых и низколегированных конструкционных сталей
Марка электрода |
Условное обозначение по ГОСТ 9466 и 9467 |
Диаметр d, мм |
Сварочный ток Iсв, А |
Коэффи-циент наплавки а, г/(Ач) |
Расход на 1 кг наплав-ленного шва, кВт |
СМ 11 |
Э42А-СМ-11-0-УД Е43 2(3)-Б16 |
3 4 5 |
100…140 160…220 180…280 |
10 |
1,7 |
УОНИ 13/45 |
Э42А-УОНИ-13/45-0-УД Е41 2(5)-Б20 |
2 2,5 3 4 5 |
30…50 50…80 30…100 100…160 140…200 |
8,5 |
1,5 |
АНО 5 |
Э42-АНО-5-0-УД Е41 3-РЖ |
4 5 |
160…230 190…300 |
11 |
1,6 |
АНО 6 |
Э42-АНО-6-0-УД Е41 2(3)-Р21 |
4 5 |
180…200 180…270 |
10 |
1,7 |
ОЗС 23 |
Э42-ОЗС-23-0-УД Е41 0-Р23 |
2 3 |
40…60 90…120 |
8,5 |
1,6 |
ВСЦ 4 |
Э42-ВСЦ-4-0-УС Е41 0(3)-Ц14 |
3 4 |
90…100 120…160 |
9,5 |
1,5 |
1.2.3. Выбор режимов ручной электродуговой сварки
Разделка кромок. Для получения качественного сварного шва (встык) необходима разделка кромок, которая регламентируется ГОСТ 5264 для ручной сварки (см. табл. 3.2).
Таблица 3.2
Выбор вида подготовки кромок
Виды сварных швов |
Толщина листа S, мм |
Вид подготовки кромок по ГОСТ 5264, 8713 |
|
До 3 |
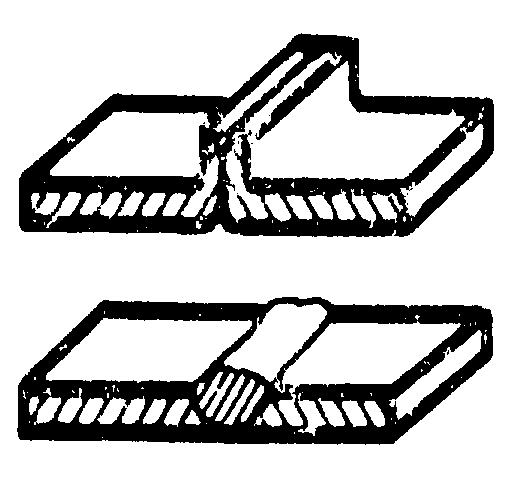
Отбортовка без зазора, высота бортика 2S, мм |
|
До 4 (иногда до 8) |
Без разделки кромок при зазоре до 2 мм |
|
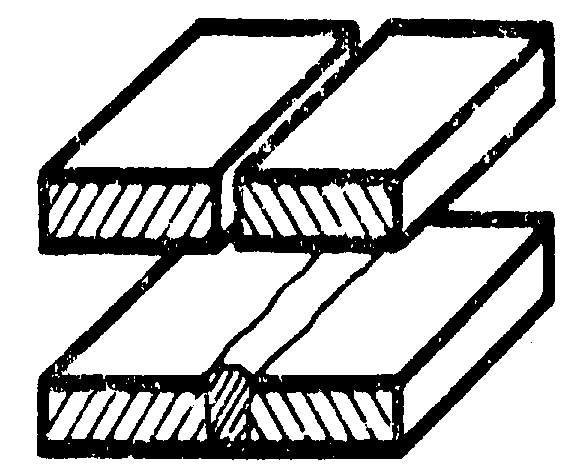
До 13-15 |
Односторонняя V-образная разделка |
|
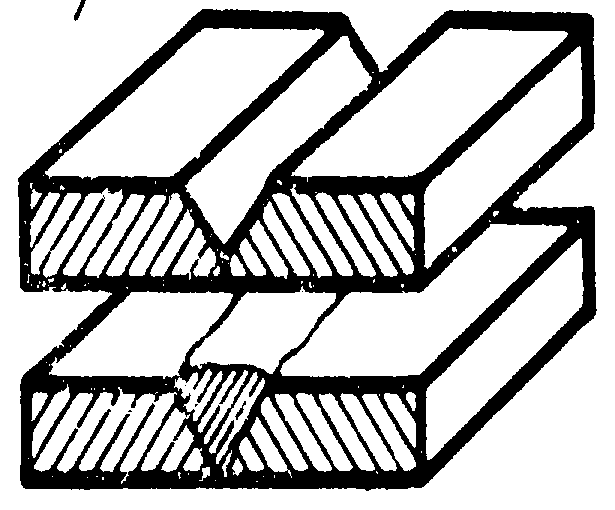
Более 15 |
Двухсторонняя Х-образная разделка |
или |
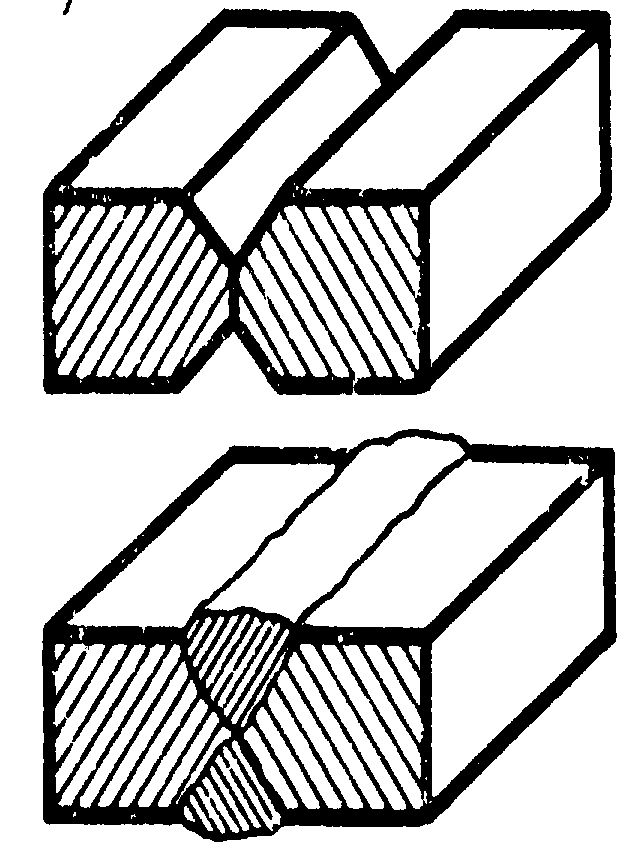
Более 20 |
Чашеобразная разделка односторонняя или двухсторонняя |
Диаметр электрода выбирают в зависимости от толщины металла и типа сварного соединения. При этом можно руководствоваться ориентировочно следующими данными:
Толщина металла S, мм 0,5 1…2 2…5 5…10 Свыше 10
Диаметр электрода d, мм 1,5 2…2,5 2,5…4 4…6 4…8
3. Величина сварочного тока Iсв (А) зависит от толщины свариваемого металла S, типа соединения, скорости сварки (зависит от квалификации сварщика), положения шва в пространстве, толщины и вида покрытия электрода и его диаметра d. Практически величину сварочного тока при сварке электродами из малоуглеродистой стали можно определять по формуле:
Iсв = (40 … 60) • d .