

1.2. Электродуговая сварка
1.2.1. Выбор рода тока и сварочного оборудования
Электродуговая сварка – наиболее распространенный способ соединения металлических деталей, использующий тепло электрической дуги. Электрическая дуга представляет непрерывный поток электронов и ионов, образующихся между двумя электродами в той или иной среде как постоянным, так и переменным токами.
Температура электрической дуги зависит от материала электродов; при угольных электродах она составляет на катоде около 3200 С, на аноде около 3900 С; при металлических электродах соответственно 2400 и 2600 С. В центре дуги, по её оси, температура достигает 6000…7000 С.
На аноде выделяется около 43% тепла за счет бомбардировки его электронами, имеющими более высокую кинетическую энергию, чем ионы, бомбардирующие катод; на катоде выделяется около 36% и в столбе 21% общего количества тепла сварочной дуги. Это свойство используют при регулировании степени нагрева свариваемого изделия. При работе на постоянном токе свариваемые изделия присоединяют к положительному полюсу (аноду), а электрод – к отрицательному полюсу (катоду). Такое соединение называют включением на прямую полярность. Иногда (особенно при малых сечениях изделия) во избежание прожога изделия его присоединяют к катоду, а электрод к аноду. Такое соединение называют включением на обратную полярность.
Для зажигания электрической дуги необходима небольшая разность потенциалов на электродах: обычно для металлических электродов она составляет около 40…60 В при постоянном токе и около 50…70 В при переменном. После возбуждения дуги напряжение уменьшается. Дуга устойчиво горит при напряжении 15…30 В.
Горение дуги при переменном токе менее устойчиво, чем при постоянном. Устойчивость дуги увеличивается с повышением напряжения, с увеличением частоты переменного тока или созданием специальной газовой среды путем обмазки электродов. Однако напряжение холостого хода (до возбуждения дуги) по технике безопасности не должно превышать 90 В.
При сварке переменным током в качестве сварочной машины применяют сварочные трансформаторы. Для регулирования сварочного тока и улучшения устойчивости горения дуги в цепь последовательно включается индуктивное сопротивление, называемое регулятором, реактивной катушкой или дросселем. Главное назначение регулятора – возможность регулировки силы сварочного тока.
В настоящее время выпускают сварочные аппараты переменного тока различных типов (рис. 3.2).


12
7
7
8
а)
10
11
9
б)![]()
Рис. 3.2. Схема сварочного трансформатора и ручной дуговой сварки металличес-ким покрытым электродом (а), а также его общий вид (б): 1, 2 – стержень и покрытие электрода; 3 – дуга в газовой защите; 4 – сварной шов; 5 – шлаковая корка; 6 – металл изделия; 7, 8 – сердечники понижающего трансформатора и дросселя; 9, 10, 11 – обмотки – первичная, вторичная и дросселя; 12 – регулируемый зазор
При сварке постоянным током питание сварочной электрической дуги происходит от сварочных машин, имеющих в качестве источника тока сварочные генераторы или выпрямители.
Сварочный генератор для дуговой сварки на постоянном токе в качестве источника тока имеет генератор с самовозбуждением, имеющий намагничивающую параллельную и размагничивающую последовательную обмотки, а также электродвигатель, приводящий генератор во вращение, регулятор и другие механизмы (рис. 3.3). В ряде случаев генератор приводится во вращение двигателем внутреннего сгорания.
а)
б)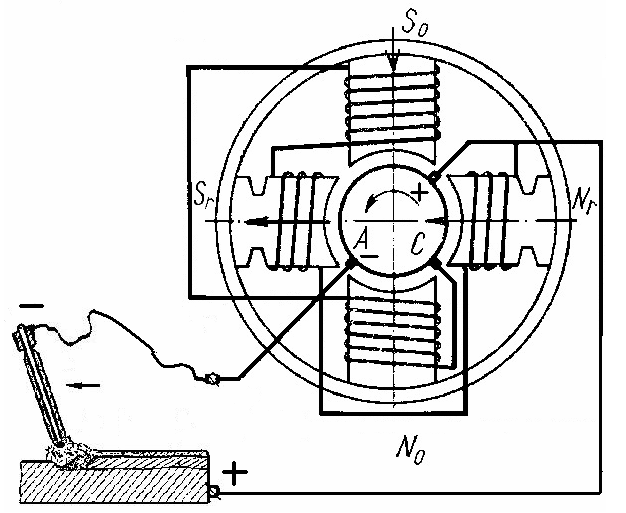
ааааааааааааааааааа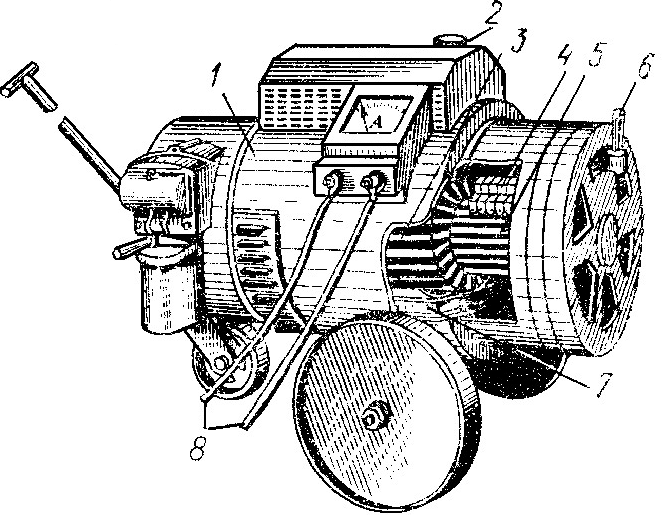
Рис. 3.3. Схема (а) и общий вид (б) сварочного генератора: 1 – корпус генератора; 2 – пусковая кнопка; 3 – якорь; 4 – щетки; 5 – коллектор; 6 – рукоятка; 7 – башмак; 8 – подача тока во внешнюю цепь
Сварочные выпрямители имеют более высокие динамические свойства и коэффициент полезного действия, чем генераторы. Их устройство реализовано на использовании различных полупроводниковых элементов (рис. 3.4).
~ 380 В
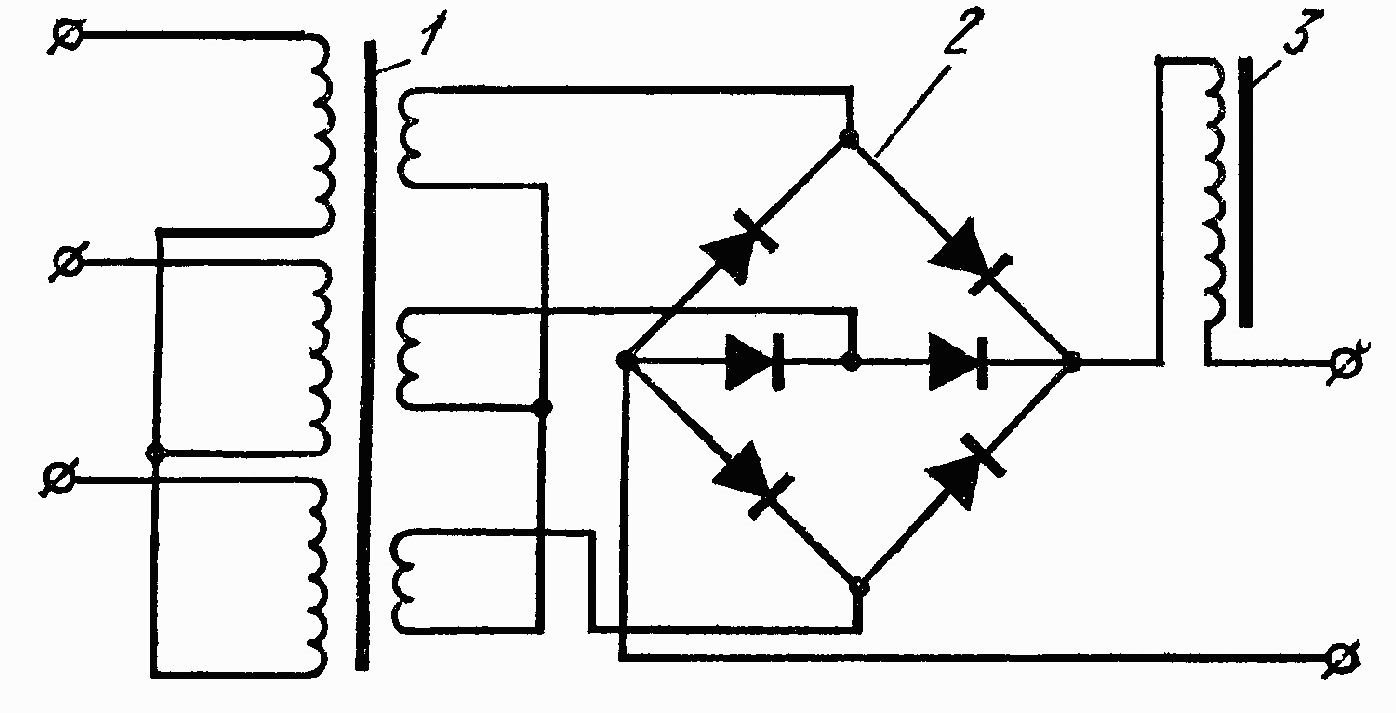
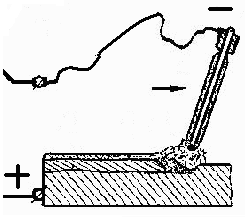
Рис. 3.4. Схема трехфазного сварочного выпрямителя: 1 – трехфазный понижающий трансформатор; 2 – блок полупроводниковых выпрямителей; 3 – дроссель
Сварка на переменном токе имеет более широкое применение, так как оборудование для сварки на переменном токе значительно дешевле, меньшей массы и габаритов, проще в эксплуатации. Кроме того, коэффициент полезного действия сварочных трансформаторов переменного тока составляет 0,8…0,85, а агрегатов постоянного тока 0,3…0,6.
Недостатками сварки на переменном токе является меньшая устойчивость сварочной дуги и сравнительно низкий коэффициент сварочного поста (обычно 0,3…0,4) при сварке электродом с тонкой обмазкой. Многопостовые трансформаторы применяют в больших сварочных цехах для питания одновременно нескольких рабочих мест.