

Тепловые деформации
В узлах, состоящих из деталей, имеющих различную рабочую температуру или изготовленных из материалов с разными коэффициентами линейного расширения, тепловые деформации могут существенно влиять на взаимное расположение деталей.
Осевые зазоры. При нагреве в сочленениях возникают термические зазоры или натяги, которые необходимо учитывать при назначении сборочных (холодных) зазоров.
П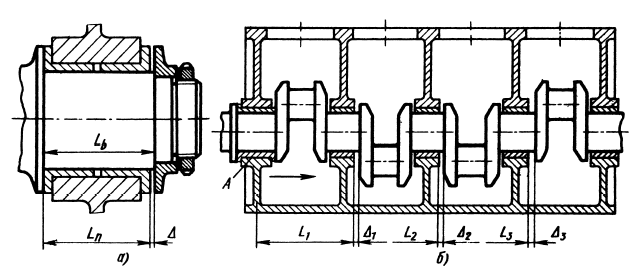 римером
может служить конструкция фиксирующего
подшипника скольжения
(рис. 8.11, а).
Пусть вал изготовлен из стали с
коэффициентом линейного расширения
а1,
а корпус подшипника — из сплава с
коэффициентом а2.
Рабочие температуры соответственно
равны t1
и
t2.
римером
может служить конструкция фиксирующего
подшипника скольжения
(рис. 8.11, а).
Пусть вал изготовлен из стали с
коэффициентом линейного расширения
а1,
а корпус подшипника — из сплава с
коэффициентом а2.
Рабочие температуры соответственно
равны t1
и
t2.
Рис. 8.11. Термические торцовые зазоры.
Торцовый холодный зазор A = LB — Ln, где LB и Ln — соответственно длины шейки вала и подшипника.
При нагреве до рабочей температуры t1 длина шейки вала
L'B
= = LB
[1 + а2
(t
1
- t0)],
длина подшипника
![]() ,
,
где t0 — температура сборки.
Торцовый зазор в рабочем состоянии
![]() ∆!
=
∆!
=![]() ∆
+
∆
+![]() .
.
Так как отношение
![]() весьма близко к единице, то можно принять
весьма близко к единице, то можно принять
∆! = ∆ + ∆t, где ∆t, — термическое изменение зазора:
∆t=
![]() (8.22)
(8.22)
В зависимости от соотношения величин а1, а2; и t1 ,t2 первоначальный зазор может увеличиться или уменьшиться. Опасен последний случай, так как вал может оказаться защемленным по торцам.
Пусть корпус подшипника изготовлен из алюминиевого сплава с
а2
= 13 • 10-6
1/°С, а вал из стали с
а2=
11 • 10-6
1/°С; рабочая температура
корпуса 100сС,
а вала 50°С, длина шейки вала 100 мм,
температура сборки 20°С и первоначальный
холодный зазор 0,05 мм. Термическое
изменение зазора по уравнению (8.22)
∆t
=
![]()
Горячий зазор ∆! = ∆ + ∆t =0,05 -0,15 = -0,1мм.
Таким образом, в соединении возникает натяг 0,1 мм; вал будет защемлен в подшипнике. Если в рабочем состоянии должен быть обеспечен минимальный зазор, допустим 0,05 мм, то первоначальный холодный зазор должен быть равен 0,05 + 0,15 = 0,2 мм.
Выбор правильных торцовых зазоров имеет особое значение для многоопорных валов с подшипниками, находящимися на большом расстоянии (один от другого (рис. 8.11, б).
Пусть передний подшипник А является фиксирующим. При нагреве картер удлиняется в направлении, указанном стрелкой. Во избежание защемления вала необходимо между щеками вала и торцами соответствующих подшипников предусмотреть зазоры ∆1 ; ∆2 ; ∆3 , пропорциональные расстояниям L1, L2 и L3 этих подшипников от базы. Сохраняя численные значения а1 , а2 , а3, t0, t1 и t2 предыдущего примера и полагая L1 = 300, L2 = 500 и L3 = 700 мм, получаем следующие величины термического изменения зазоров:
∆1 = 300 (-0,0015) = -0,45 мм; ∆2 = 500(-0,0015) = -0,75 мм;
∆3 = 700(-0,0015) = -1,05 мм.
При назначении конструктивных зазоров к этим величинам следует прибавить первоначальные холодные зазоры, которые устанавливают помощью размерного анализа по допускам на изготовление.
Расположение фиксирующих баз.
Фиксирующие базы следует выбирать с таким расчетом, чтобы при всех возможных температурных изменениях размеров системы точность расположения деталей не нарушалась или нарушалась бы в наименьшей мере.
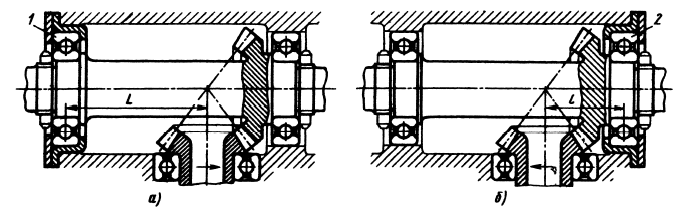
Рис. 8.12. Фиксация вала конической передачи
В узле конической передачи, установленной в корпусе из легкого сплава (рис. 8.12, а), фиксирующий подшипник 1 расположен на значительном расстоянии L от центра зацепления зубчатых колес. Удлинение корпуса при нагреве вызывает смещение малого колеса передачи в направлении, указанном стрелкой. Большое колесо перемещается в том же направлении, но на меньшую величину (вследствие меньшего значения коэффициента линейного расширения стального вала). В результате зазор в зацеплений уменьшается. При известных соотношениях зубчатые колеса могут начать работать враспор.
В правильной конструкции (рис. 8.12, б) фиксирующим является задний подшипник 2, расположенный на сравнительно малом расстоянии l от центра зацепления. Смещения колес относительно друг друга при нагреве здесь гораздо меньше; кроме того, зазор в зацеплении с нагревом увеличивается, а не уменьшается, как в предыдущем случае.
Обеспечение свободы тепловых деформаций.
Следует
избегать осевой фиксации
деталей в двух точках. При наличии
температурных 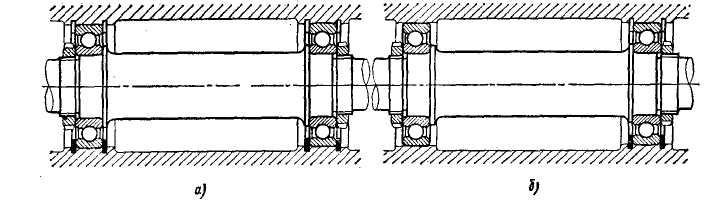 деформаций
в
случае такой фиксации могут появиться
термические напряжения, вызванные
торможением смежности.
деформаций
в
случае такой фиксации могут появиться
термические напряжения, вызванные
торможением смежности.
Рис. 8.13. Фиксация подшипников качения
Примером
ошибочной установки явл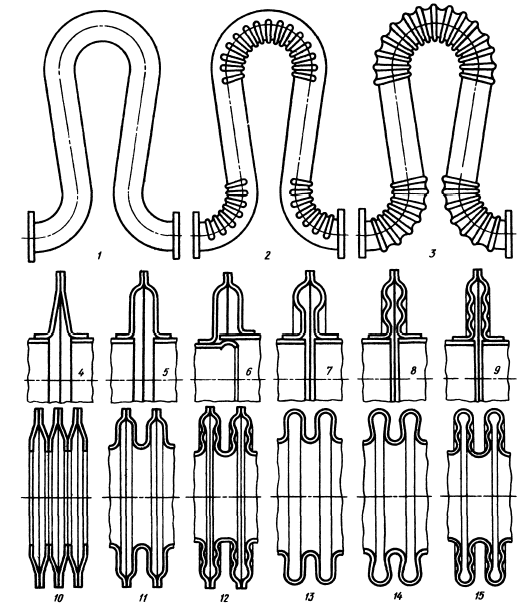 яется
фиксация вала в двух подшипниках
качения одновременно (рис. 8.13, а).
Если корпус подшипников выполнен
из материала с иным коэффициентом
линейного расширения, чем
вал, а также если вал и корпус имеют
различные рабочие температуры,
то в узле возникает зазор или натяг,
вызывающий защемление подшипников.
Неизбежные погрешности выполнения
осевых размеров соединения,
в свою очередь, могут вызвать появление
зазоров или натягов.
яется
фиксация вала в двух подшипниках
качения одновременно (рис. 8.13, а).
Если корпус подшипников выполнен
из материала с иным коэффициентом
линейного расширения, чем
вал, а также если вал и корпус имеют
различные рабочие температуры,
то в узле возникает зазор или натяг,
вызывающий защемление подшипников.
Неизбежные погрешности выполнения
осевых размеров соединения,
в свою очередь, могут вызвать появление
зазоров или натягов.
Вал следует фиксировать в одном подшипнике (рис.8.13,6).
Рис. 8.14. Компенсаторы термического расширения
Второй подшипник должен быть плавающим, т. е. иметь свободу перемещения в осевом направлении.
В соединениях трубопроводов, несущих горячие жидкости или газы, необходимо предусматривать компенсаторы тепловых расширений, предотвращающие возникновение термических усилий и деформацию трубопроводов.
Компенсаторы типа «лира» (рис. 8.14, 1-3) имеют большие размеры. Более компактны линзовые (4-9) и особенно сильфонные компенсаторы (10-15).
Из приведенного рисунка понятно, что в соединениях, работающих при повышенных температурах, сопрягаемые детали меняют своё первоначальное положение. В ряде случаев необходим тепловой расчёт для определения их положения в пространстве при нагреве или даже корректировка формы сопрягаемых деталей.
На рис. 8.15 показано необходимое придание
конусности штоков выхлопных клапанов
двигателей внутреннего с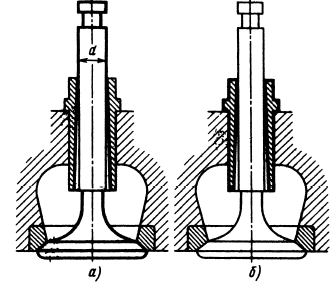 горания.
Так как рабочая температура верхнего
конца штока ниже температуры в шейке
(на участке перехода штока в головку),
то диаметр верхнего конца штока должен
быть (из условия постоянства зазора по
длине направляющей) больше диаметра
штока у шейки на величину
горания.
Так как рабочая температура верхнего
конца штока ниже температуры в шейке
(на участке перехода штока в головку),
то диаметр верхнего конца штока должен
быть (из условия постоянства зазора по
длине направляющей) больше диаметра
штока у шейки на величину
![]() ∆t,
где d –
номинальный размер штока; а -
коэффициент линейного расширения
материала клапана;
∆t,
где d –
номинальный размер штока; а -
коэффициент линейного расширения
материала клапана;
∆t - разность температур шейки и верхнего конца штока.
Рис. 8.15. Корректировка формы клапана и направляющей.
Для клапана из аустенитной стали (а= 20*10-6 1/ 0С) при диаметре штока
d = 12мм и ∆t
= 2000
С
![]()
Корректировку можно также осуществить, выполнив отверстие клапана конически расширяющимся по направлению к головке клапана (рис. 8.15, б). И тот и другой способ облегчают самоустановку клапана в седле.