

МІНІСТЕРСТВО ОСВІТИ ТА НАУКИ УКРАЇНИ
ХЕРСОНСЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ
Кафедра технології машинобудування
Рег. №__________
МЕТОДИЧНІ РЕКОМЕНДАЦІЇ
і контрольні завдання до виконання практичних занять
з дисципліни - “Теорія різання”
для студентів 3 курсу
напрямку підготовки – 6050503 “ Машинобудування ”
галузь – 0505 “ Машинобудування та матеріалообробка ”
за професійним спрямуванням “ Технологія машинобудування ”
за професійним спрямуванням “ Обладнання підприємств легкої
промисловості та побутового обслуговування ”
Херсон-2008
Методичні рекомендації до виконання практичних занять
з дисципліни - “ Теорія різання ”.
Укладач: Глущенко Віталій Савелійович, кількість сторінок - 40.
Рецензент: доцент Кондрашов С . Г.
Затверджено на засіданні кафедри ТМС
Протокол №__________від___________
Зав. кафедри _______________________
Відповідальний за випуск - Глущенко Віталій Савелійович.
Вступ
Надійність та довговічність експлуатації машин, двигунів, приладів та інших об'єктів сучасної техніки в найбільшій мірі залежить від точності ії виготовлення шорсткості оброблених поверхонь та якості їх поверхонь.
В даний час в більшості випадків обробка різанням являється завершуючою технологічною операцією, яка спроможна в найбільшій мірі підвищити технологічну надійність виробів. В галузях нової техніки і в особливості машинобудівної промисловості значно зростає об'єм робіт по різанню як загальних конструкційних матеріалів, так і матеріалів з особливими фізико-механічними характеристиками. Тому раціональний вибір параметрів процесу різання забезпечує високу продуктивність і економічність механічної обробки.
Практичною задачею вивчення процесу різання металів являється вирішення питань вибору таких умов обробки, при яких забезпечуються задана якість і найменша собівартість виготовлених деталей, а також досягнення максимально можливої продуктивності роботи на металорізальних верстатах.
Продуктивність праці на металорізальних верстатах досягається як за рахунок сукупності технічних і організаційних міроприємств, дозволяючих знизити основний і допоміжний час обробки заготовки, так і за рахунок покращення процесу різання.
![]() Продуктивність
праці робочого місця за зміну визначається
по формулі:
Продуктивність
праці робочого місця за зміну визначається
по формулі:
Q=![]()
де Q - кількість деталей, виготовлених за зміну;
Тз - тривалість зміни, хвилин;
tшт - норма штучного часу, хвилин.
tшт. = t0 + tдоп.+ tорг.+ tвідп.
де t0 - основний технологічний (машинний) час, хвилин;
tдоп. - допоміжний час який затрачується на установку і зняття оброблюваної деталі, зміну ріжучого інструменту, вимір деталі, керування верстатом, хвилин;
tорг. - час який затрачується на організаційне та технічне обслуговування робочого місця за зміну (інструктаж майстра, підналадка верстата, прибирання робочого місця після зміни і т.п.), хвилин;
tвідп. - час перерв на відпочинок, хвилин.
Таким чином норма штучного часу залежить від режимів різання t0, ступеня удосконалення верстата, оснастки і засобів виміру tдоп., та рівня організації робочого місця tорг.. Чим інтенсивніше процес різання, більше механізації та автоматизації процесу обробки і належного стану організації виробництва, тим нижче штучний час і вище продуктивність.
В дисципліні „Теорія різання” вивчається продуктивність по машинному часу t0, інші питання продуктивності робочого місця - в дисципліні "Технологія машинобудування".
Основна ціль практичних занять - дати студентам навички проведення технологічного аналізу механічної обробки, а також ознайомити їх з методикою призначення режимів обробки і ріжучого інструменту, як традиційним методом, так і використанням персональним комп’ютера.
Методичні вказівки до виконання практичної роботи
При виконанні практичної роботи студенти повинні обґрунтовано вибрати марку ріжучого інструменту (виконати ескізне креслення інструменту з усіма необхідними розмірами). Також необхідно з позиції фізичних явищ при різанні обґрунтувати призначення режиму різання (швидкості різання: v, подачі s, глибини різання t), та розрахувати основний час на обробку деталі.
Оформлюючи пояснювальну записку студенти повинні привести аналіз одержаних розрахункових даних. Слід звернути увагу на залежність режимів різання від фізико-механічних властивостей оброблюваних матеріалів і ріжучого інструменту (геометричних параметрів ріжучої частини і інструментального матеріалу).
На основі одержаних даних привести загальну таблицю (додаток 2).
При призначенні режимів різання і вибору матеріалу та геометричних параметрів ріжучої частини інструментів необхідно користуватися довідниками [1; 2; 3; 4] та ін.
При вирішенні питань, пов'язаних з обробкою спеціальних конструкційних матеріалів, які не приведені в довідниках, можне користуватись рекомендованою літературою[4;5;6;7] та ін.
Після освоєння методики розрахунків та отримання навиків роботи з довідковою літературою студенти опрацьовують розрахунки режимів різання з використанням персонального комп’ютера.
Розділ І. Матеріали для виготовлення ріжучих інструментів
Для економічної оцінки механічної обробки важливим параметром являється стійкість ріжучого інструменту, яка визначається періодом часу за перебігом якого інструмент стає не придатним для продовження роботи. Стійкість ріжучого інструменту залежить від хімічного складу та фізико-механічних властивостей матеріалів, які використовуються для його виготовлення.
Інструментальні матеріали повинні мати такі властивості:
високу твердість, перевищуючу твердість оброблюваннях матеріалів, і разом з цим достатню в'язкість;
високу міцність, яка характеризується σвиг (σизг), σст (σсзж) та зносостійкістю;
високу теплопровідність чи теплостійкість (красностійкість), можливість матеріалу зберігати свої механічні властивості при понищених температурах;
високу корозійну і хімічну стійкість і достатню технологічність при виготовленні
із них ріжучих інструментів.
Вибір інструментальних матеріалів взагалі ставиться в залежності від рівня швидкостей різання. Якщо вуглецеві інструментальні сталі дозволяють проводити обробку з невеликими швидкостями різання, порядку 10÷15 м/хв., то використання швидкоріжучих сталей дає можливість помісити швидкості різання при тих же умовах до 50÷70м/хв., що в основному забезпечується теплостійкістю цих сталей (500÷700°С). При обробці інструментом, оснащеним твердим сплавом, швидкість різання може бути доведена до 200 м/хв. і більше. Теплостійкість твердих сплавів досягає 800÷1000°С.
В залежності від фізико-механічних властивостей інструментів матеріали діляться на:
а) вуглецеві інструментальні сталі;
б) леговані інструментальні сталі;
в) швидкоріжучі інструментальні сталі;
г) тверді сплави (металокерамічні);
д) керамічні матеріали (мінералокераміка);
е) надтверді матеріали.
Вуглецеві інструментальні сталі. Їх марки стандартизовані. Сталь містить від 0,6 до 1,4% вуглецю. Збільшення вуглецю підвищує твердість, але одночасно зменшує в'язкість сталі. Після термічної обробки твердість сталей досягає НRС 60÷62 , однак при температурі 200÷250°С вона різко падає, що зменшує її застосування.
В умовах поставок сталі мають низьку твердість, що забезпечує їх гарну оброблюваність різанням і тиском (технологічність). Вуглецеві сталі марок У10, У12, У10А, У12А застосовуються для виготовлення свердел малих діаметрів, зенкерів, розверток та інших інструментів, працюючих на низьких швидкостях різання.
Леговані інструментальні сталі відрізняються від вуглецевих сталей присадкою легуючих елементів - вольфраму, ванадію, хрому, кремнію, марганцю. Добавки легуючих елементів підвищують твердість, зносостійкість і теплостійкість цих сталей. Широко застосовуються інструментальні леговані сталі марок Х13Г, 9ХС, ХГ. Теплостійкість цих сталей досягає 400°С. Твердість після термообробки НRС 60÷64.
Швидкоріжучі інструментальні сталі. Основними компонентами, які входять до складу всіх швидкоріжучих сталей, являється вольфрам (6,3÷19%), хром (3,3÷5%), ванадій (1÷5%) і молібдену(3,3÷5%).
За останній час використовуються сталі з добавками молібдену. Інструмент, виготовлений із таких сталей має високу теплостійкість і дозволяє працювати на підвищених швидкостях різання. Основні марки швидкоріжучих сталей Р18, Р9, Р6М5, Р6МЗ зберігають твердість НRС 62÷64, при нагріві до 615÷650°С.
(σст
![]() 300÷400 кг/мм2);
(σвиг
200÷350 кг/мм2).
300÷400 кг/мм2);
(σвиг
200÷350 кг/мм2).
Тверді сплави застосовуються для виготовлення основних видів інструментів, працюючих при підвищених швидкостях різання. Вони мають більшу твердість (НRС 85÷90) і теплостійкість (800÷1000С˚). Тверді сплави виготовляються із дрібнозернистих порошків методом спікання і пресування. При цьому використовується сукупність твердих тугоплавких карбідів вольфраму WC, титана ТіС і тантала ТаС з в’язким цементуючим кобальтом Со. В'язкість і міцність твердих сплавів (σст 500÷600 кг/мм2); (σвиг 70÷120 кг/мм2) залежить від процентного співвідношення кобальту. Чим менше кобальту, тим менше в'язкість і вище хрупкість твердого сплаву. Тверді сплави які застосовуються для виготовлення ріжучого інструменту, діляться на три групи:
1) Вольфрамові сплави (ВК);
2) Титанові сплави (ТК);
3) Титанотанталові сплави (ТТК).
В таблиці 2 приведені хімічний склад і характеристики найбільш розповсюджених марок твердих сплавів.
Таблиця 2
Тверді сплави
Група |
марка |
Хімічний склад,% |
Теплопровідность, Кал/см.·сек. |
Питома вага, г/см3 |
Твердість HRA |
Межа міцності |
||||
WC |
TiC |
TaC |
Co |
при вигині кг/мм2 |
при стику, кг/мм2 |
|||||
Вольфрамова ВК(однокарбітна) |
ВК2 ВК3М ВК4 ВК4В ВК6 ВК6М ВК8 ВК8В |
98 97 96 96 94 94 92 92 |
|
|
2 3 4 4 6 6 8 8 |
0,169 0,169
0,145
0,141 |
15,0-15,4 15,0-15,3 14,9-15,1 14,9-15,1 14,6-15,0 14,8-15,1 14,4-14,8 14,4-14,8 |
99,0 91,0 89,5 88,0 88,5 90,0 87,5 86,5 |
100 110 130 135 135 130 140 155 |
500
330 |
Титановольфрамова ТК(двохкарбітна) |
Т5К10 Т14К8 Т15К6 Т30К4 Т15К12В |
85 78 79 66 83 |
5 14 15 30 5 |
|
10 8 6 4 12 |
0,083 0,065 0,065 |
12,3-13,2 11,2-12,0 11,0-11,7 9,5-9,8 12,8-13,3 |
88,5 89,5 90,0 92,5 87,0 |
130 115 110 90 150 |
400 400 |
Титанотанталовольфрамова (трьохкарбітна) |
ТТ7К12 ТТ7К15 |
81 78 |
4 4 |
3 3 |
12 15 |
|
13,0-13,3 |
87,0 |
155 |
|
Удосконалення твердих сплавів досягається зміцненням їх структури або складу. Збільшення розміру зерен карбідів металів в сплавах приводить до підвищення міцності (наприклад сплав ВК8В), а зменшення зерен - до підвищення твердості і зносостійкості (сплави ВК6М, ВКЗМ)
Введення карбідів тантала в титановольфрамові сплави підвищує міцність, але погіршує властивості цих сплавів. Так вольфрамотитанотанталовий сплав ТТ7К12 має 4% карбідів титана, 3% карбідів тантала і 12% кобальту, по ріжучим властивостям займає посереднє місце між твердим сплавом Т5К10 і швидкоріжучою сталлю і може ефективно застосовуватися в умовах термодинамічної навантаження.
Тверді сплави, як правило застосовуються у вигляді пластинок, які припаюються або механічно закріплюються на інструменті. Вибір марки твердого сплаву проводиться по нормативним довідникам.
Але для конкретних умов виробництва технолог повинен провести техніко-економічний аналіз по вибору найбільш раціональної марки інструментального матеріалу з урахуванням специфіки обробки різанням (рівень режимів різання, властивості оброблюваного матеріалу, геометричні параметри інструменту і т.п.)
Мінералокераміка представляє собою кристалічний оксид алюмінію (Аl2 О3). Матеріалом для виготовлення кераміки являється тонкорозмелений (розмір зерен 1÷2 мкм) порошок корунда, одержуваний прожарюванням технічного глинозема при температурі 1500÷1700°С. Мінеральна кераміка поставляється промисловістю у вигляді пластинок тих же форм і розмірів, як і пластинки твердих сплавів. Ці пластинки, закріплюють до корпуса державки припаюванням, приклеюванням, або механічним способом.
Мінеральна кераміка має високу твердість НRA 91÷95 і зберігає механічні властивості при температурі до 1200°С. Основним недоліком цього інструментального матеріалу являється досить висока хрупкість і низька межа міцності на вигиб (30÷40 кг/мм2).
Інструменти оснащені цим матеріалом застосовуються для напівчистової і чистової обробки сталі і кольорових металів при відсутності ударного навантаження.
В даний час найбільш розповсюдженою маркою металокераміки являється ЦМ332, яка має такі фізикомеханічні властивості:
- межа міцності при вигибі 30÷40 кг/мм2;
-плотність 3,93·103 кг/м3;
- твердість НRA 92÷93;
- теплопроводність 18 Вт/м·рад.
Сьогодні наладжений випуск керамікометалічних сплавів (кермети), які виготовляють з оксиду алюмінію Аl2O3 + 40% (МоС + WС), а також інших матеріалів.
Алмаз має широке застосування для виготовлення ріжучих інструментів, що пов'язано з особливістю його фізико-механічних властивостей (табл. 3) алмаз має найбільш високу твердість у порівнянні з усіма відомими природними і штучними матеріалами. Мікротвердість алмаза перевищує мікротвердість твердих сплавів у 5 раз, а швидкоріжучих сталей у 10 раз. Теплопровідність алмаза вище, ніж у твердих сплавів і швидкоріжучих сталей, що забезпечує краще відведення теплоти із контактної зони. Низька адгезійна здатність в сукупності з великою твердістю забезпечує високу зносостійкість інструменту. Однак поряд з позитивними властивостями алмаз має ряд недоліків. Межа міцності на вигиб алмаза в 3-:-6 разів нижче межі міцності твердого сплаву і має всього 30 кг/мм2. Підвищена хрупкість алмаза робить його значно чутливим до вібрацій та ударних навантажень.
При кімнатній температурі алмаз хімічно інертний: він не піддається дії кислот, за виключенням сірчаної кислоти з двохромокислим калієм. При температурі порядку 600°С алмаз має незначну хімічну активність. При більш високих температурах деякі метали можуть частково, або повністю розчиняти алмаз.
Таблиця 3
Фізико-механічні властивості алмазів і інших інструментальних матеріалів
Матеріал |
Питома вага, г/см3 |
Мікротвердість, кг/мм2 |
Твердість за шкалою Маоса |
Модуль пружності, кГ/мм2 |
Межа міцності на вигиб, кГ/мм2 |
Межа міцності на стиск, кГ/мм2 |
К – т лінійного розширення, 10-6 |
Теплопровідність, кал/см·сек·град |
Алмаз |
3,01-3,56 |
7000-10500 |
10 |
90000-100000 |
30 |
200 |
0.73-1,45 |
0,35 |
Твердий сплав |
10-15 |
1400-2100 |
9,0-9,5 |
44000-60000 |
88-190 |
400-500 |
4,7-7,0 |
0,053-0,19 |
Швидкоріжуча сталь |
8,7 |
700-1000 |
6-7 |
2200-2400 |
200-400 |
300-400 |
11,5-15 |
0,055-0,068 |
Так, при нагріванні його до температури вище 800С˚ в присутності заліза і сплавів на його основі проходить розчин алмаза. В зв'язку з цим алмазні різці не одержали широкого застосування при точінні чорних металів. Таким чином вони найбільш ефективні на чистових операціях при обробці деталей із кольорових металів, їх сплавів і різних пластмас.
Нітрід бора (ельбор) являється штучним інструментальним матеріалом аналогів якого нема в природі. У процесі виготовлення в залежності від технології синтезу азоту з бором одержують кристали кубічного або гексагонального утворення. Із двох модифікацій більшу перевагу віддають нітриду бора і гексагонального утворення, який має кращі фізико-механічні властивості. Твердість ельбору нижча ніж у алмаза і дорівнює 8500-9400 кг/мм2. По теплостійкості цей матеріал значно перевищує алмаз (1200-1300С˚). Однак його теплопровідність у 3 рази нижче, ніж алмаза. Ельбор хімічно інертний матеріал, а тому його зносостійкість при обробці сталей і чавунів значно вище, чим зносостійкість алмазів.
В останній час освоєно виробництво крупних полікристалічних утворень діаметром 3 - 4 мм і довжиною 5 - 6 мм і більше, маючих високу міцність (σвиг 100 кг/мм2), що дає можливість оснащувати ельбором токарні фрезерні та інші інструменти. Цим матеріалом можна обробляти загартовані сталі.
Розділ ІІ ОСНОВНІ ЗВЕДЕННЯ ПРО КОНСТРУКЦІЇ І ГЕОМЕТРИЧНІ ПАРАМЕТРИ ТОКАРНИХ РІЗЦІВ
При конструюванні токарних різців необхідно враховувати цілий ряд технологічних і економічних факторів, наприклад, таких, як характер проводимої операції, фізико-механічні властивості обробляємого і інструментального матеріалів, оптимальна геометрія ріжучої частини, зручність заточення інструмента, максимальна міцність і низька собівартість, і ін. Звичайно токарні різці призначаються для чорнової, напівчистової, чистової і тонкої (алмазної) обробки тіл обертання (зовнішні і внутрішні циліндричні, конічні і фасонні поверхні), причому форма і розміри різців зв'язані з типом верстата. Токарні різці підрозділяються: по призначенню (вид виконуваної роботи), по напрямку руху, по конструктивних особливостях, по інструментальному матеріалу. На основні типи різців маються державні стандарти [З].
По призначенню, у залежності від виду обробки, токарні різці бувають прохідні, підрізні, відрізні, прорізні і канавочні, розточувальні, галтельні, фасонні, різьбові, а по характеру обробки - чорнові (обдирні), чистові і спеціальні (наприклад, тонкого і силового точіння) [З].
По напрямку руху - радіальні, тангенціальні, праві і ліві.
За формою ріжучої частини - прямі, відігнуті, відтягнуті.
По виду інструментального матеріалу - твердосплавні металокерамічні і мінералокерамічні, швидкорізальні, з вуглецевої і легованої сталі, алмазні.
По конструкції - цільні (з вуглецевої чи легованої сталі), складені (з привареною цілком, чи голівкою з пластинками, з швидкорізальної сталі і твердих сплавів).
Найбільше поширення одержали різці зі стандартними ріжучими пластинками. Надійність і довговічність таких різців цілком визначається способом кріплення пластинок.
Напайка чи приварювання пластинок - найбільш старий і простий спосіб кріплення. Великим недоліком є виникнення температурних залишкових напруг, що приводить до появи тріщин і руйнуванню пластинки. Механічне кріплення накладних пластинок забезпечує високу продуктивність і стійкість різців. Існує велика кількість різних конструкцій кріплення накладних пластинок. У випадку застосування пластинок, що переточуються, закладаються в паз, виготовлений у голівці різця, кріплення здійснюється сталевою притискною пластиною, що грає додаткову роль стружколома. Звичайно притискна пластина кріпиться болтом до тіла державки різця. Великою універсальністю і надійністю в роботі, технологічністю виготовлення і здатністю дробити (завивати) стружку володіють збірні різці, оснащені багатогранними твердосплавними пластинками, що попереточуються. Пластинка, яка має кілька ріжучих кромок, закріплюється шляхом заклинювання її спеціальною сталевою пластикою. Прижим багатогранної пластинки до голівки різця здійснюється силами різання. Випускаються пластинки тригранні, чотиригранні, п'ятигранні і шестигранні для прохідних, розточувальних і різьбових різців.
Особливі вимоги пред'являються до оформлення ріжучої частини, при використанні ламких неметалічних матеріалів (мінералокераміка і алмази). Найчастіше пластинки приклеюються, припаюються чи кріпляться механічно
Для підвищення продуктивності токарної обробки створюються спеціальні конструкції комбінованих інструментів (різцеві блоки, ступеневі різці, різці з автоматичним регулюванням і ін.).
Останнім часом увага приділяється створенню ефективних схем обробки і конструкцій різців з обертовими в процесі різання пластинками Круглі самообертові різці (КСОР), здійснюючи так зване “роторне різання” знаходять застосування при обробці металів (леговані сталі, жароміцні сплави і ін. ) і неметалічних матеріалів (пластмаси, термопластики, скловолокно і т.і.).
Для забезпечення ефекту самообертання круглої пластинки силами тертя КСОР установлюється під визначеним кутом нахилу щодо оброблюваної заготовки, КСОР мають підвищену стійкість і продуктивність, але мають складну конструкцію.
У кожному випадку в залежності від умов обробки, властивостей матеріалів і режимів різання вибирається оптимальна геометрія різців, і геометрична форма голівки різця і величини кутів заточення повинні забезпечувати найбільшу стійкість інструмента і продуктивність обробки,
Форма ріжучої частини, залежить від призначення інструмента і може бути плоскою, криволінійною, чи з фасками або без фасок (мал. 1) Плоска форма без фаски (мал. 1,а) застосовується для обробки твердих ламких матеріалів, з фаскою (мал. 1,б) - для вуглецевих сталей, легованих сталей і жароміцних сплавів. Чим більше подача, тим ширше зміцнююча фаска Криволінійна (радіусна) форма без, фаски (мал. 1,в) застосовується при різанні м’яких в’язких матеріалів з малими товщинами зрізуємого шару. При обробці пластичних матеріалів, які володіють підвищеною міцністю
(σb>90-100 кг/мм2), і при зрізанні шару товщиною більше 0,2 мм застосовується криволінійна форма з фаскою (мал. 1,г). При швидкісному різанні пластичних матеріалів для успішного дроблення і завивання стружки часто застосовують різці криволінійної форми з фаскою і упорним «порожком» (мал, 1,д). Стружка сковзає по радіусному виточенню, завивається, упирається в «порожек» і дробиться.
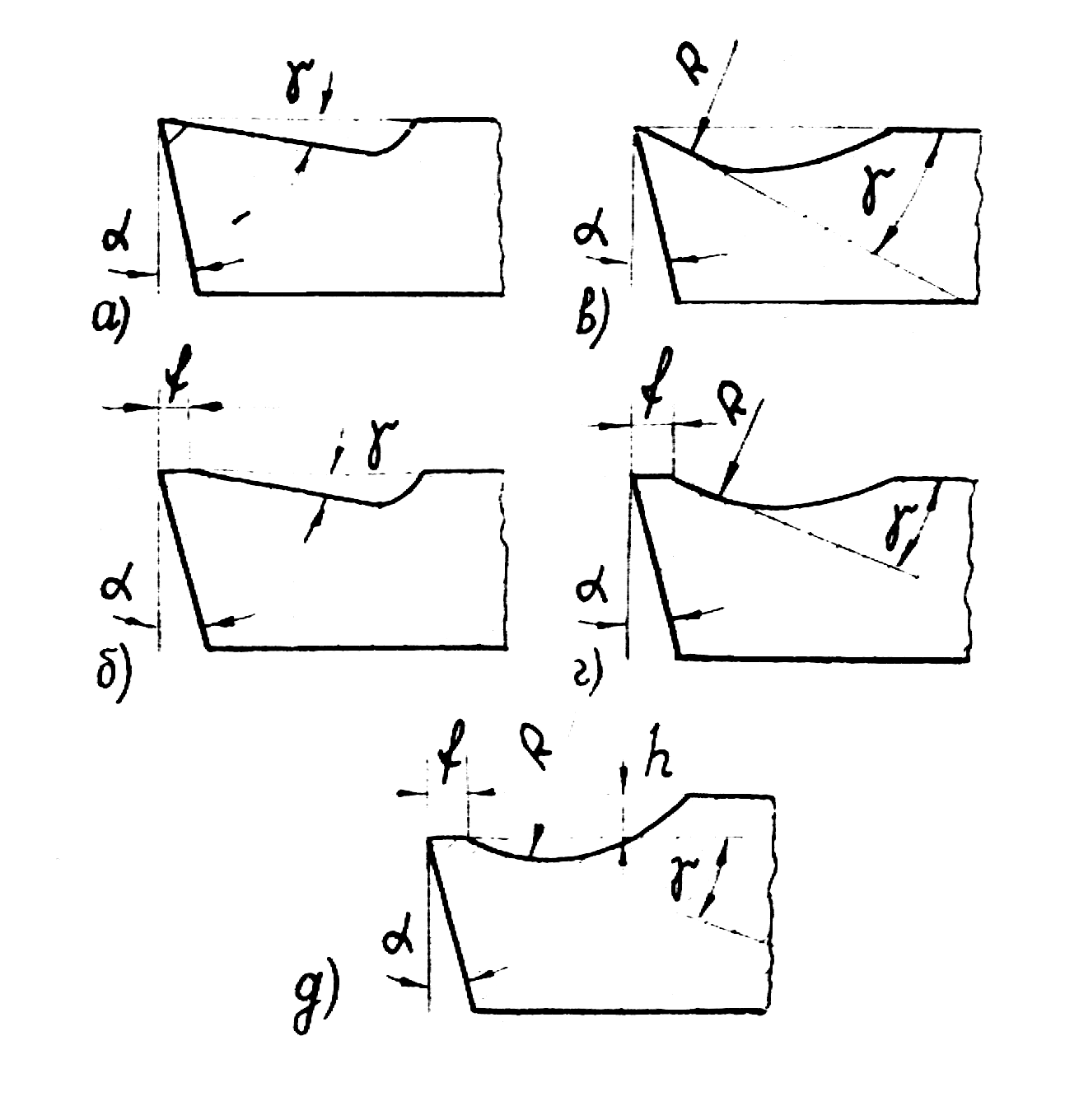
Мал. 1 Форма ріжучої частини інструментів
Оптимальні величини кутів заточення різців залежать від властивостей матеріалів, умов і режимів обробки. Оптимальні значення переднього γ і заданого α кутів, кутів у плані φ, φ1 і кута нахилу ріжучої кромки γ (приводяться у відповідній літературі).
Знання основних закономірностей фізики різання дозволяє правильно вибрати геометричні параметри різця, розробити раціональну конструкцію інструмента і визначити найвигідніші режими його експлуатації.
Розділ ІІІ. МЕТОДИ ПРИЗНАЧЕННЯ РЕЖИМІВ РІЗАННЯ