

Недоліки зубчастих передач
1) підвищені вимоги до точності виготовлення;
2) шум при роботі, особливо при великих швидкостях;
3) висока жорсткість, яка не дозволяє компенсувати динамічні навантаження.
Все ж таки не зважаючи на недоліки зубчасті передачі найбільш розповсюджені в порівнянні з іншими видами передач серед усіх галузей машинобудування та приладобудування.
2. При виборі матеріалів для зубчастих коліс необхідно забезпечити контактну та згинальну міцність зубців, а також їх стійкість проти заїдання. Основними матеріалами для коліс силових зубчастих передач є термічно оброблювані сталі.
Допустимі контактні напруження в цих сталях пропорційні твердості матеріалів, а несуча здатність за контактною витривалістю – квадрату твердості. Тому в масовому виробництві доцільно використовувати – зубчасті колеса високої твердості із обробкою зубців фінішними операціями.
При виготовленні коліс із сталей застосовують такі види термічної та хіміко – термічної обробки:
1) об’ємне
гартування – застосовується для
сталей 45, 40Х, 40ХН та інші. Дає твердість
поверхні 45....55
![]() ,
але не зберігає в’язкої серцевини
коліс. Нині об’ємне гартування
застосовуються рідко;
,
але не зберігає в’язкої серцевини
коліс. Нині об’ємне гартування
застосовуються рідко;
2) поверхневе гартування (в основному СВЧ) широко використовується для середньонапружених коліс (верстатобудування) із сталей 40Х, 40ХН (Н=50....55 ,h =0,5...1) гартування СВЧ використовується для сталей 58, 45РП та інші (автомобілебудування);
3) цементація (насичення поверхні вуглецем) з наступним гартуванням забезпечує велику твердість та несучу здатність поверхневих щарів зубців і досить високу згинальну міцність.
В сучасному виробництві застосовують газову цементацію. Для цементації широко застосовують сталь 20Х, а для відповідальних передач, які працюють при змінних та ударних навантаженнях – сталі 12ХН3А, 20ХНМ,18Х2Н4МА,20Хн4А, а також безнікелеві 18ХГТ, 25ХГТ та ХФ.
Цементація та гартування зубців після шліфування (без дефектів) підвищують згинальну міцність зубців в 3 рази;
4) азотування (насичення поверхні зубців азотом) забезпечують особливо велику твердість поверхневих шарів (550...750 НВ) та їх зносостійкість. Азотують готові деталі без наступного гартування та шліфування (мала товщина азотованого шару – 0,2....0,5мм). Для азотування в основному застосовують сталі які в своєму хімічному складі мають сталь 38Х2МЮА. Розширюється також азотування безалюмінієвих сталей типу 40ХФА,40ХНА,40Х до меншої твердості але більшої в’язкості. Азотування довготривалий процес (40....60 год);
5) нітроцементація – одночасне насичення поверхневих шарів зубців вуглецем та азотом в газовому середовищі з наступним гартуванням – забезпечує високу міцність, зносостійкість та опір заїданню. Застосовується для сталей 18ХГТ,25ХГТ,40Х та інші;
6) лазерне гартування забезпечує твердість 64 без легування, цей спосіб дозволяє місцеве зміцнювання, але він поки що повільний.
7)
поліпшення – використовується для
коліс, що виготовляється в умовах
дрібносерійного та одиничного виробництва
при відсутності жорстких вимог до
габаритів та інші. Твердість 200....320 НВ.
Для шестерерь -
![]() ,
що зменшити небезпеку заїдання, та
зблизити довговічності колеса і шестерні.
,
що зменшити небезпеку заїдання, та
зблизити довговічності колеса і шестерні.
8) нормалізація (сталі40,45,50) застосовується для коліс маловідповідальних механізмів (наприклад з ручним керуванням). Для підвищення стійкості проти заїдання шестерні та колеса належить виготовляти із різних матеріалів.
Сталеве литво застосовують для виготовлення коліс великих діаметрів. Основні матерали – сталі 35Л...50Л, а також 40ХЛ,30ХГСЛ,50Г2 та інші.
Литі колеса переважно нормалізують.
Чавуни СЧ20....СЧ35 застосовують для тихохідних крупногабаритних та відкритих передач. Застосовують також високоміцні магнієві чавуни з кулевидним графітом. Колеса з цих чавунів повинні працювати з твердими шестернями (гартованими).
Пластмасові зубчасті колеса в парі з металевими застосовують в малонавантажених передачах для забезпечення безшумності, самозношування, або хімічної стійкості, (вали розподільчих валів автомобілів), застосовують текстоліт ПТ, ПТК, ДСП, капролок, поліформальдегідні смоли.
Пластмаси на основі скляних волокон в своєму складі мають абразиви і для роботи в умовах тертя непридатні.
Для зубчастих коліс характерні такі види пошкоджень та зношування:
1) поломка зубців – викликається великими перевантаженнями ударною або статичної дії, повторними перевантаженнями, що визивають, або багатократними повторними навантаженнями, що викликають втомленість матеріалу.
Поломки часто пов’язані: з концентрацією навантаження попо довжині зуба через похибки виготовлення, зборки та великих пружних деформацій; із зношуванням зубців; з вводом в зачеплення пересувних шечтерень. Тріщина від утомленості з’являється біля ніжки зуба на розтягнутому боці;
2) викришування від утомленості поверхневих шарів – найбільш розповсюджений вид зношування зубців закритих зубчастих передач, що працюють із змащуванням та ущільненням;
3) абразивне зношування – основна причина виходу із ладу відкритих передач та частин закритих, що працюють в середовищі забрудненому абразивами;
4) заїдання зубців полягає в місцевому молекулярному зчепленні контактуючих поверхонь в умовах зруйнування мастильної плівки. Характерно для крупномодульних тихохідних передач з малими числамизубців, що пов’язано з великими швидкостями відносного ковзання. Найбільший опірпроти заїдання мають теплостійкі сталіХ3НВМ2Ф, 20Х3НВФА, 16Х3НВФМ6. небезпеку заїдання також зменшують використанням протизадирних присадок;
5) пластичні зсуви спостерігаються в колесах великонавантажених зубчастих передач, виготовлених з м’кої сталі. При навантаженні на м’якій поверхні виникають пластичні деформації з наступним зсувом в напрямку колової швидкості. При цьому біля полюсної лінії зубчастого веденого колеса утворюється виступ а у веденого – відповідна канавка. Ці утворення порушують правильність зачеплення і вкіцевому результаті можуть привести до заїдання. Пластичні зсуви можна ліквідувати підвищенням твердості робочих поверхонь зубців;
6) відшарування твердого поверхневого шару зубців, які були піддані поверхневому зміцненню (СВЧ, азотування, цементація і т. п.). Цей вид руйнування – наслідок неякісної термообробки, коли внутрішні напруження не знятівідпуском або коли крихка кірка зубців не має під собою достатньо міцної серцевини. Відшаруванню сприяють перенавантаження.
З усіх
видів зношування зубчастих коліс
найбільш вивчене явище викришування
від утомленості (причина
![]() ).
Методи розрахунку коліс на контактну
витривалість інтегрально враховують
інші види зношування.
).
Методи розрахунку коліс на контактну
витривалість інтегрально враховують
інші види зношування.
3. Якість передачі пов’зана з помилками при виготовленні зубчастих коліс та зв'заних з ними деталей, які обумовлюють точність взаємного розташування коліс (вали, корпуси, підшипники).
Основні похибки виготовлення коліс:
1) помилки кроку та профілю зубців;
2) помилки в направленні зубціввідносно твірної ділильної поверхні.
Помилки кроку та профілю порушують кінематичну точність та плавність роботи передачі.
Постійним в передачі залишається тільки середнєзначення передаточного відношення. Миттєві значення передаточного відношення в процесі обертання періодично змінюються , що особливо не бажано в кінематичних ланцюгах (коробки подач МРВ та інш.). В швидкісних вилових передачах помилки кроку і профілю створюють додаткові динамічні і ударні навантаження та шум.
Помилки в направленні зубців разом з перекосом валів (похибки зборки і опор) викликають нерівномірне розподілення навантаження по довжині контактних ліній.
Точність виготовлення зубчастих передач характерезується трьома нормами:
1) кінематичної точності, яка регламентує найбільну похибку передаточного відношення або повну похибку кута повороту зубчастого колеса в межах одного оберта в зачепленні із стальним колесом:
2) плавності роботи, що регламентує багатократні (повторні) циклічні помилки «ц» або кута повороту в межах одного оберту;
3) контакту, яка регламентує розмір плями контакту, що визначає помилки виготовлення та зборки передачі. А,В,С.D.E.H
Окрім цих норм окремо регламентується спряження зубців на боковому зазору, яке має шість видів:
Н – нульовий зазор; Е – малий зазор D,C – зменшений зазор; А – збільшений зазор.
При нормах зазору H,E,D,C потрібна пфдвищена точність, оскільки вони працюють при реверсі та крутильних коливаннях. Є також 9 видів бокових зазорів: x,y,z,a,b,c,d,e,h; x,y,z – використовуються у випадку невідповідності видуспряження зубчастих коліс та виду допуску на боковий зазор). У відповідності з цими нормами стандарт передбачає 12 ступенів точності передач, де допуски та відхилення регламентуються для 3...12 ступенів. Найбільш розповсюджені передачі 6,7,8 та 9 ступенів точності. Від ступеня точності залежить і максимально допустима колова швидкість (табл.1).
|
|
6 (висока точність) |
7 (підвищена точність) |
8 (Середня точність) |
9 (понижена точність) |
|
Косозубі |
30 |
20 (15) |
10 |
5 (4) |
Прямозубі |
20 |
12 (10) |
6 |
3 (2) |
За нормами точності передачі позначаються наступним чином, наприклад
7 – 7 – 6 – ВвГОСТ 1643 – 81.
де 7 – норма кінематичної точності;
6 – норма планості роботи;
6 – норма контакту зубців;
В – вид спряження:
В – боковий зазор/
Окрім вказаних норм стандартом також регламентується допуски на міжосьову відстань (якість видів I, II, III, IV, V, VI), передаточне число та інші параметри передачі.
Зубчасті циліндричні передачі характерезуються такими кінематичними і геометричними параметрами:
1) передаточне число
![]() ;
;
2) модуль:
![]() - торцевий
- торцевий
![]() -
нормальний
-
нормальний
![]() - торцевий
крок зубців;
- торцевий
крок зубців;
![]() - крок
зубців по нормалі до лінії зуба
(нормальний);
- крок
зубців по нормалі до лінії зуба
(нормальний);
![]() - осьовий крок;
- осьовий крок;
![]() - кут нахилу зуба;
- кут нахилу зуба;
![]() - основний
коловий крок;
- ділильний крок;
- основний
коловий крок;
- ділильний крок;
![]() -
ділильний кут профілю
-
ділильний кут профілю
![]() -
кут зачеплення.
-
кут зачеплення.
![]()
 ;
;
![]() -
міжосьова відстань;
-
міжосьова відстань;
![]() -міжосьова
відстань;
-міжосьова
відстань;
![]() -
ділильний діаметр;
-
ділильний діаметр;
![]() - кут нахилу зуба
на основному циліндрі;
- кут нахилу зуба
на основному циліндрі;
![]() -
міжосьова відстань зубчастої передачі
з колесами із зміщенням;
-
міжосьова відстань зубчастої передачі
з колесами із зміщенням;
![]() ;
;
![]() - коефіцієнт зміщення;
X<0 – від’ємне
зміщення (до
центру)
X>0 – позитивне (від центру).
- коефіцієнт зміщення;
X<0 – від’ємне
зміщення (до
центру)
X>0 – позитивне (від центру).
![]() - висота
зуба;
- висота
зуба;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;![]() ;
;
![]() ;
;
![]() -
коефіцієнт зрівняльного зміцнення
(ГОСТ
16532 – 83).
-
коефіцієнт зрівняльного зміцнення
(ГОСТ
16532 – 83).
Перекриття зубців:
![]() -
торцеве;
-
торцеве;
![]() -
осьове;
-
осьове;
![]() -
повне;
-
повне;
![]() ;
;
![]() -
кути відповідно,
кут повороту колеса від положення входу
в зачеплення торцевого профіля зуба до
виходу із зачеплення, кут повороту
колеса, при якому спільна точка контакту
косозубої передачі переміщується по
лінії зубців від одного торця до іншого.
-
кути відповідно,
кут повороту колеса від положення входу
в зачеплення торцевого профіля зуба до
виходу із зачеплення, кут повороту
колеса, при якому спільна точка контакту
косозубої передачі переміщується по
лінії зубців від одного торця до іншого.
![]() -
кут перекриття – поворот колеса від
положення входу зубчастого колеса в
зачеплення до його виходу із зачеплення.
-
кут перекриття – поворот колеса від
положення входу зубчастого колеса в
зачеплення до його виходу із зачеплення.
![]()
Поле зачеплення.
![]()
Прямозубі циліндричні передачі (рис. 5,а,б)
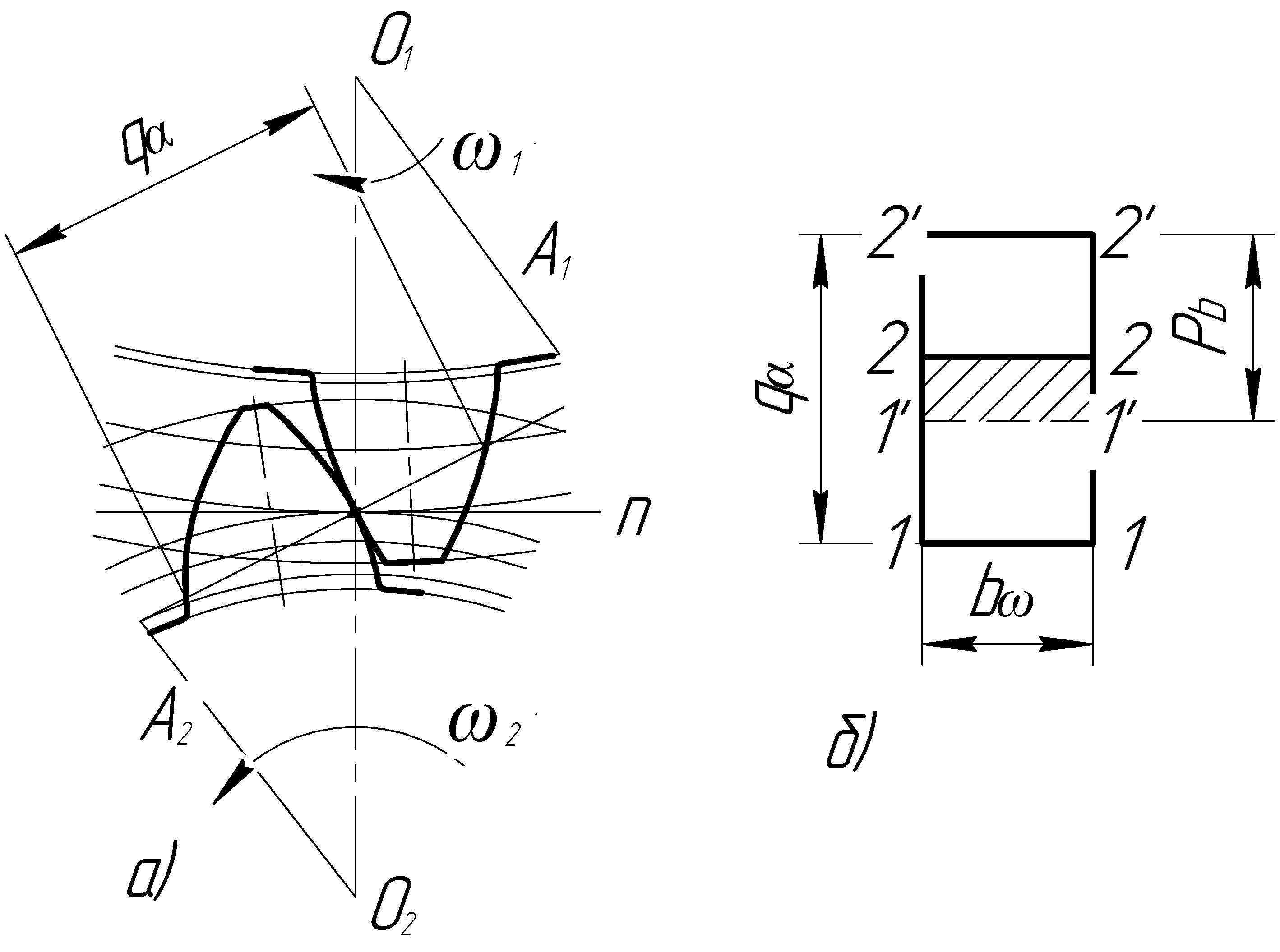
Рис 5.
![]() ;
;
![]() - активна
ділянка лінії зачеплення.
- активна
ділянка лінії зачеплення.
![]() .
.
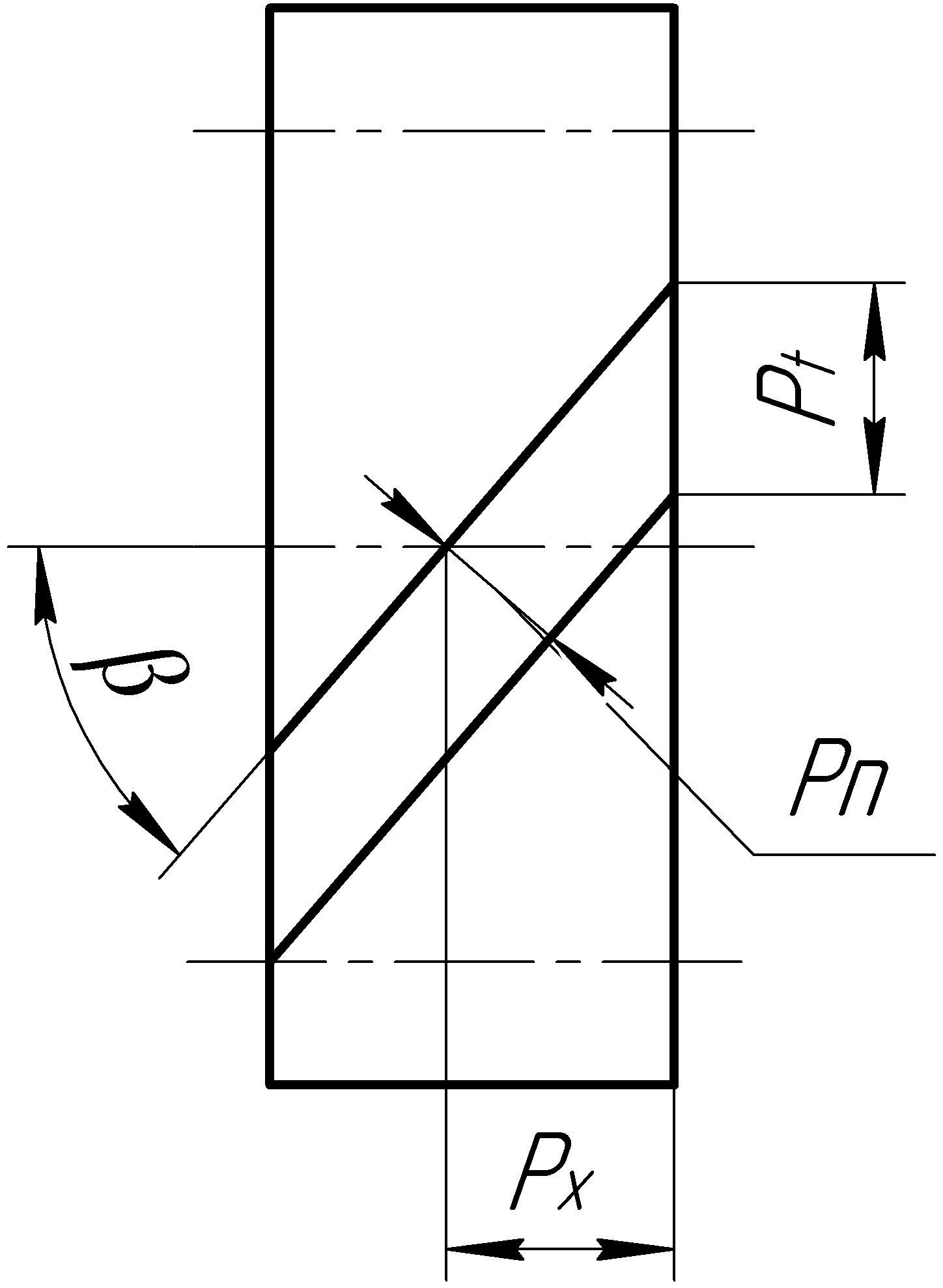
Косозубе зачеплення (рис 6,а,б)
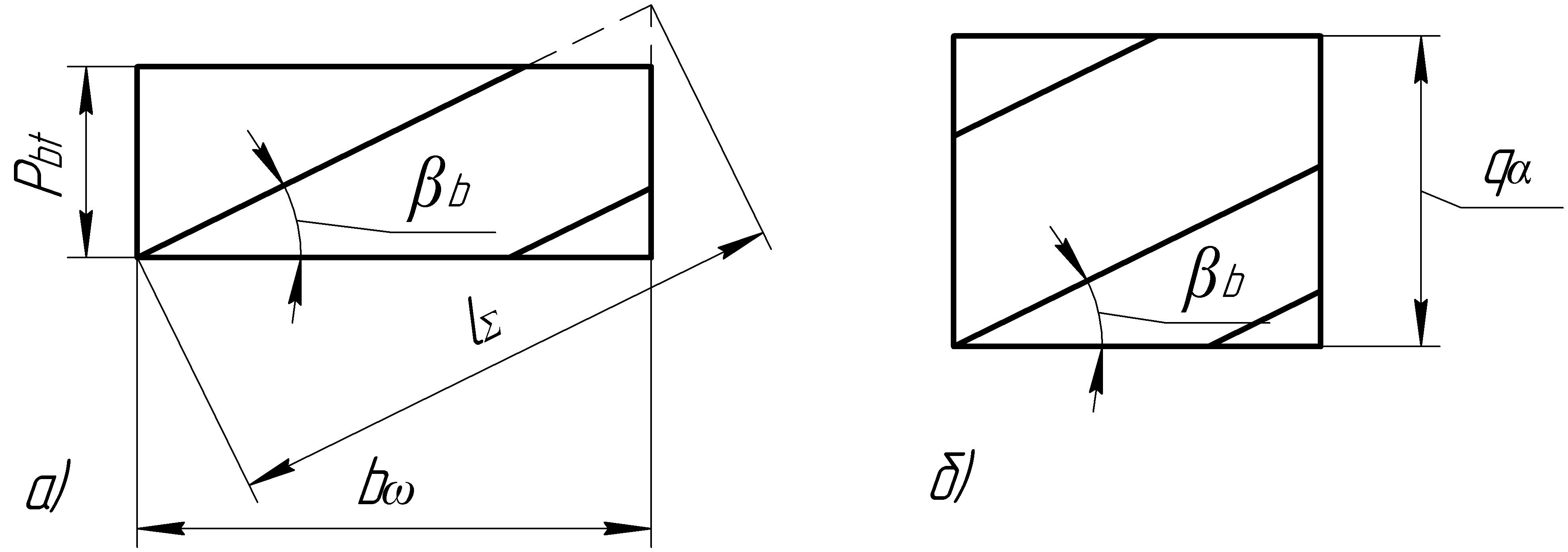
Рис.6
![]() ;
;
 ;
;![]()
Для теоретичних розрахунків
![]() ;
;
![]() ;
;
 ;
;
![]() ;
;
![]() ;
;
![]()
Для практичних розрахунків
![]() ;
;
![]()
![]() -
коефіцієнт враховує число пар зубців;
-
коефіцієнт враховує число пар зубців;
= 0,9....1. 0,9 – косозубих коліс.
= 0,97.....1 – шевронні.
Швидкість ковзання (рис. 7,а,б)
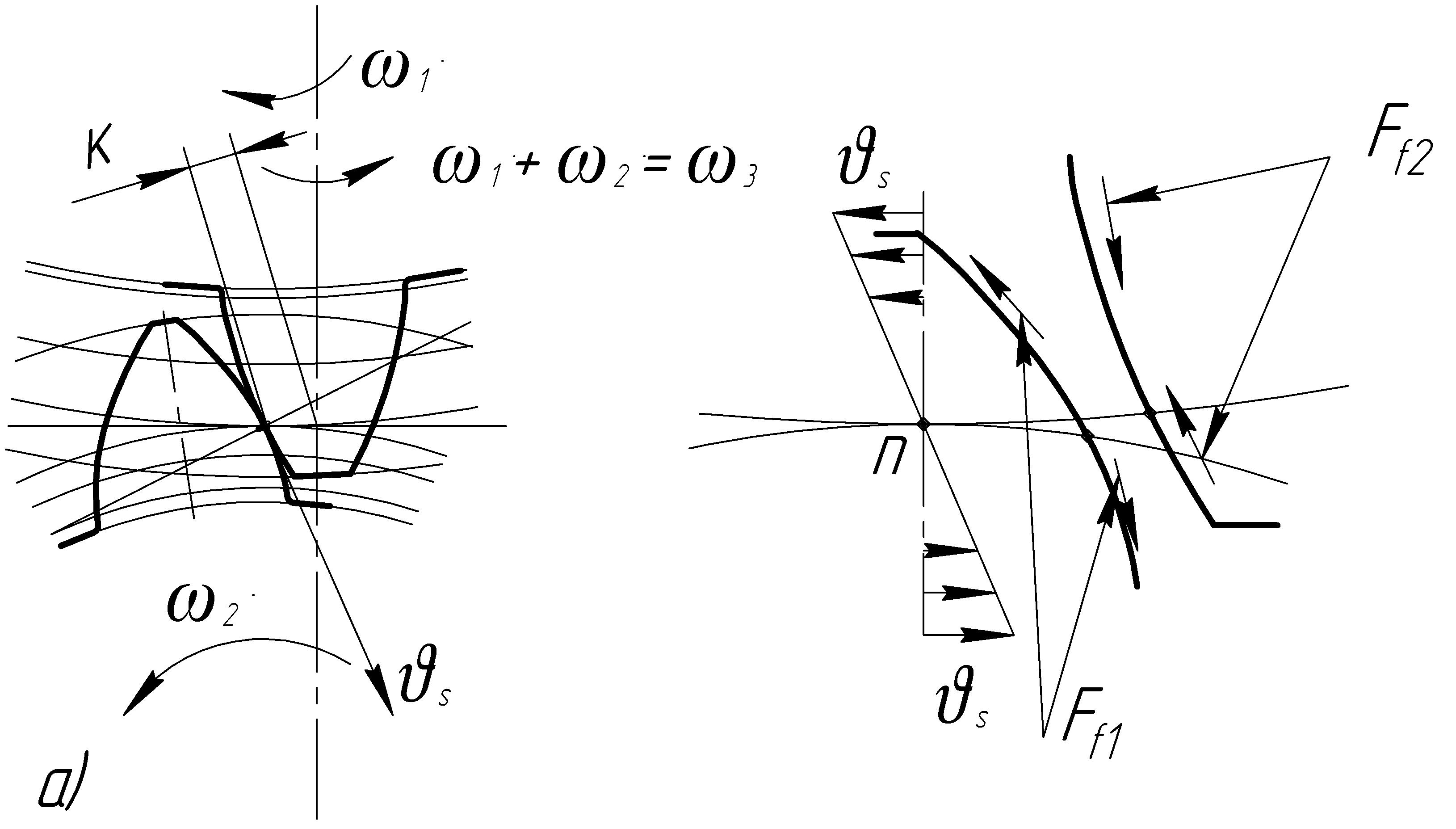
Рис. 7
![]() ;
;
![]() -
супроводжується ковзанням.
-
супроводжується ковзанням.
![]() ;
;
Силові співвідношення:
![]() або
або
![]()
Прямозубі передачі (рис.8 а,б)
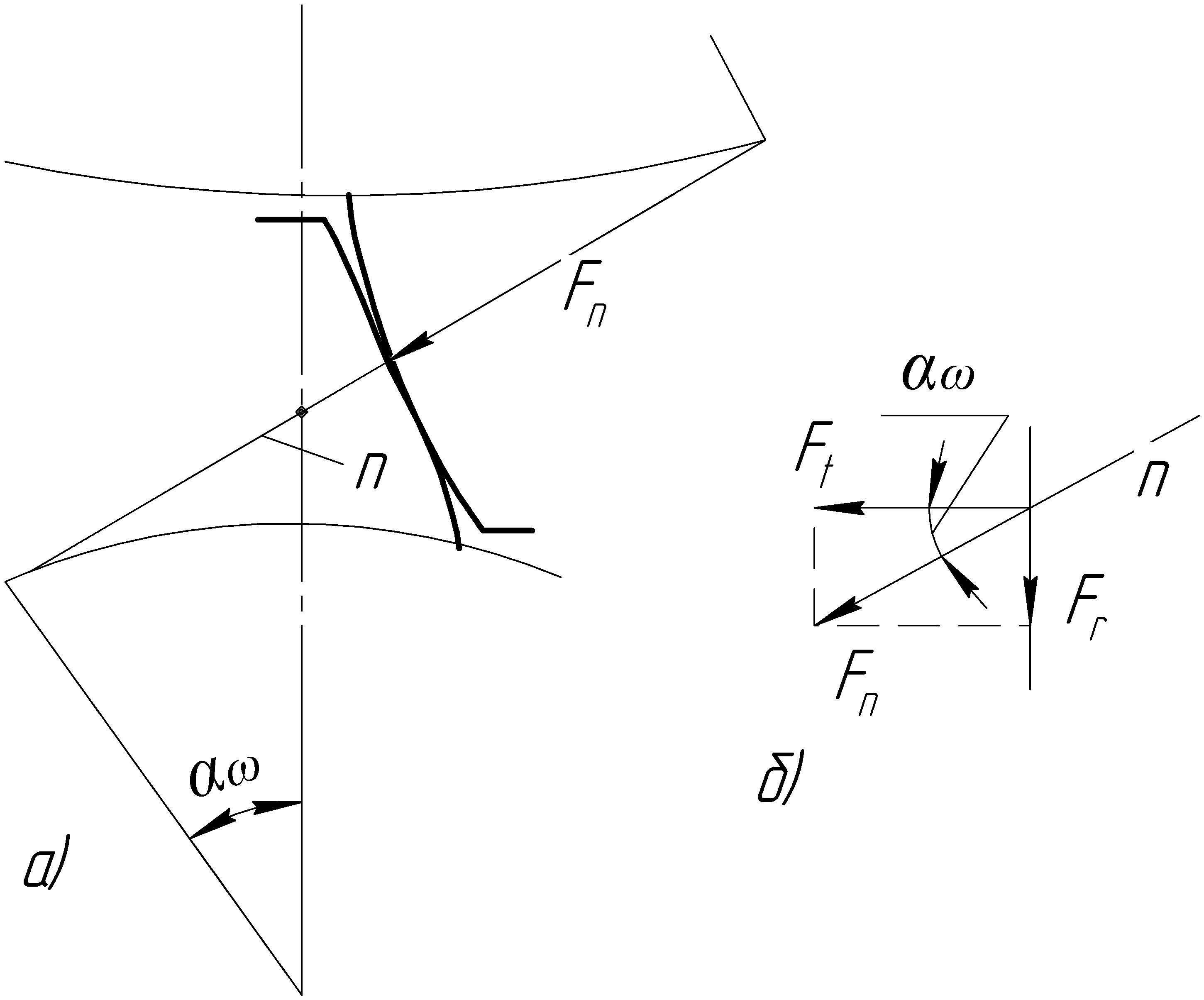
Рис 8.
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
I
????????
;
I
????????
Косозубі передачі
Еквівалентне прямозубе колесо рівноміцне із заданим косозубим (рис. 9).
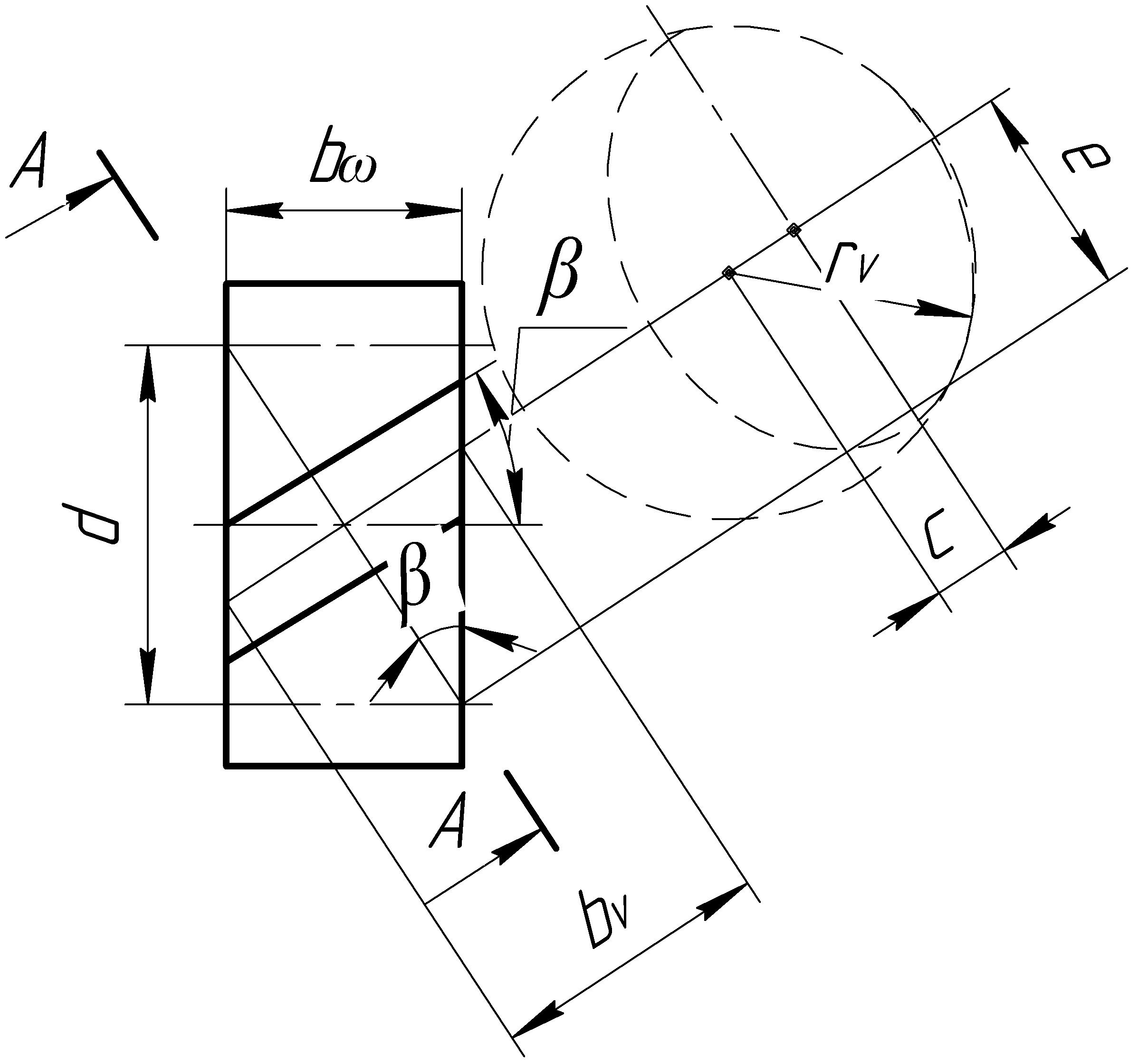
Рис. 9
![]() -
радіус кривизни еліпса
-
радіус кривизни еліпса
![]() ;
;
![]() ;
;
![]() ;
;
Ділильний діаметр еквівалентного колеса
![]() ;
;
Число зубців
![]() ;
;
Сили в косозубому зачепленні
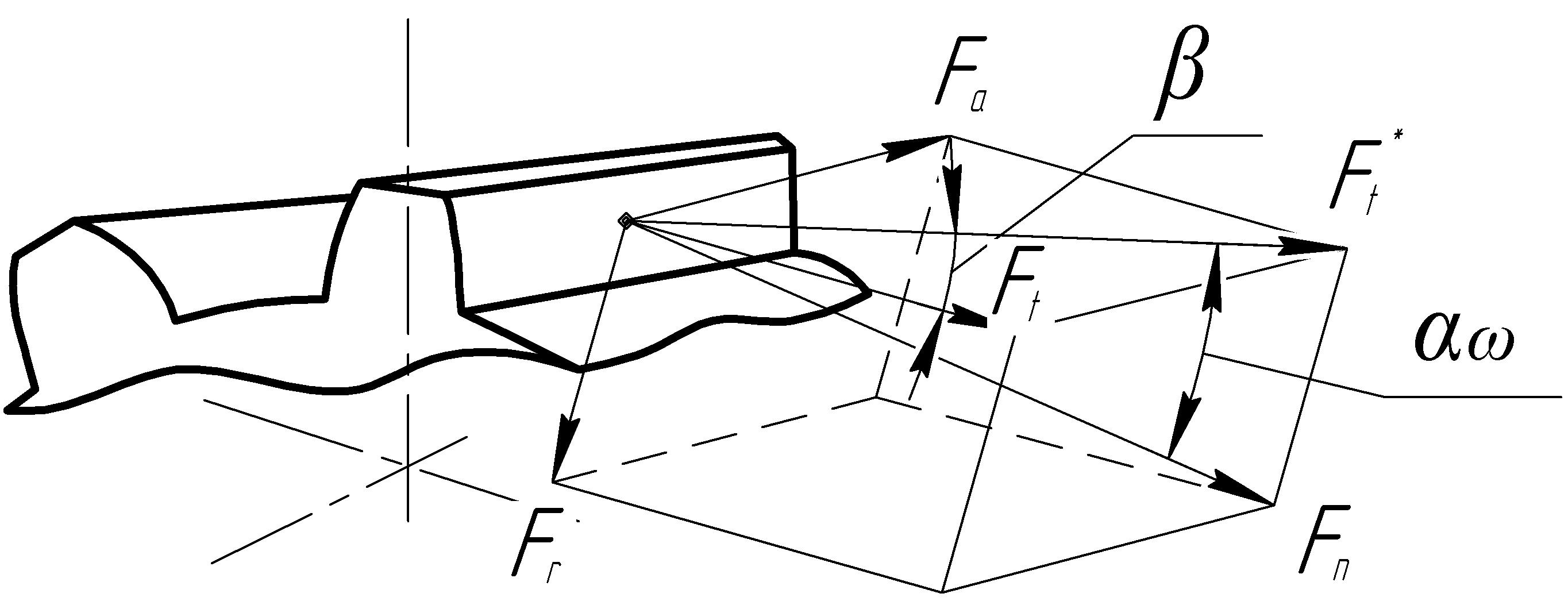
Рис. 10
![]() ;
;
![]() ;
;
![]() ;
;
 ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
Направлення осьової сили знаходиться по правилу гвинта (рис. 11,а,б,в,г)
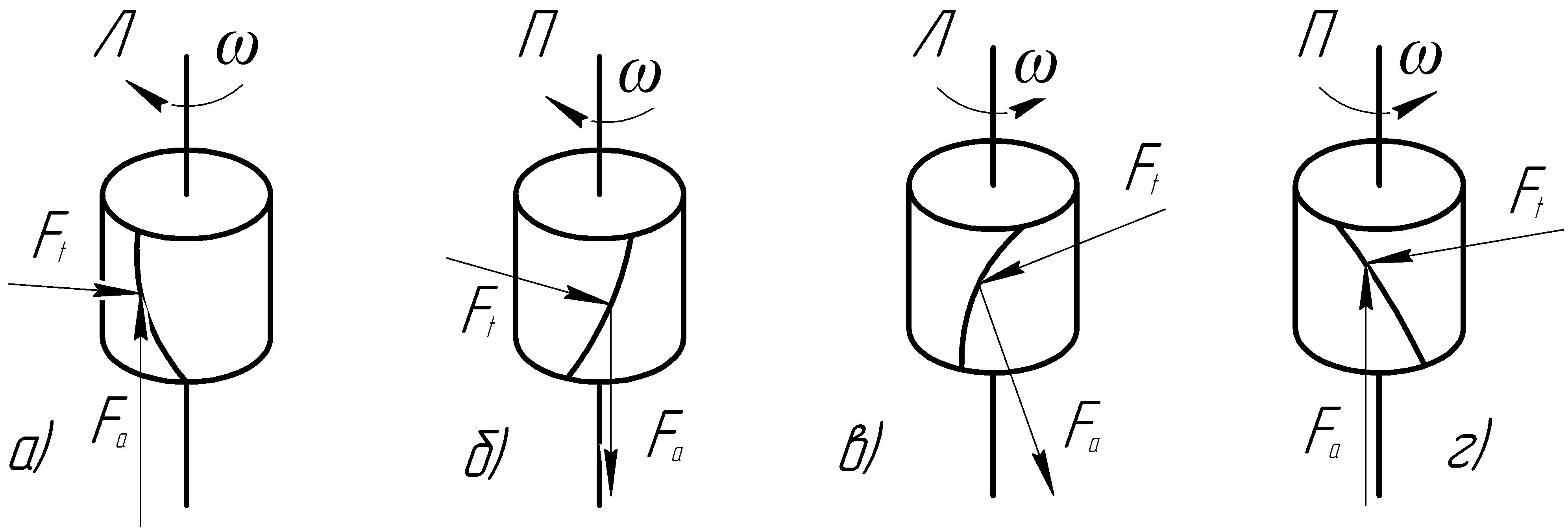
Рис. 11