

Способом огибания”
ЦЕЛЬ РАБОТЫ: Ознакомиться с нарезанием зубчатых колес способом огибания (обкатки), изучить условия возникновения и способы устранения подреза и заострения зуба, определить геометрические параметры колеса, нарезанного без смещения и при положительном и отрицательном смещениях.
1. Теоретический раздел
1.1 Способ огибания при изготовлении эвольвентных зубчатых колес
В практике машиностроения широко распространено нарезание зубьев зубчатых колес методом огибания, обладающим рядом преимуществ по сравнению с методом копирования. При методе огибания режущему инструменту и заготовке сообщают такое относительное движение, которое имеет пара зубчатых колес, находящихся в процессе зацепления. В качестве режущего инструмента при этом методе применяют долбяк (рисунок 1, а), входящий в станочное зацепление с заготовкой; производящую рейку (рисунок 2, а) с прямолинейным профилем зубьев и червячную фрезу (рисунок 3, а). В последнем случае нарезание происходит непрерывно, фреза осуществляет два движения – вращательное и поступательное вдоль образующей нарезаемого колеса.
В процессе нарезания режущие кромки зуба инструмента занимают все возможные огибающие положения по отношению к получающейся боковой поверхности зуба нарезаемого колеса.
При нарезании рейкой или долбяком для снятия стружки из впадин нарезаемого колеса инструмент совершает дополнительно возвратно – поступательное движение параллельно оси заготовки.

Рисунок 1 - Процесс нарезания зубьев долбяком
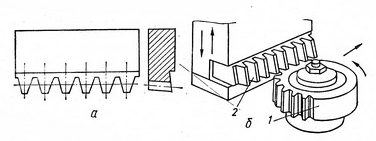
Рисунок 2 - Процесс нарезания зубьев производящей рейкой

Рисунок 3 - Процесс нарезания зубьев червячной фрезой
Способ огибания позволяет изготовить одинаково с высокой точностью одним и тем же инструментом колеса с любым числом зубьев и различной формой профиля зуба. При этом форма и размеры зубьев обрабатываемого колеса определяется размерами инструмента и его положением относительно заготовки.
1.2 Исходный контур эвольвентной цилиндрической зубчатой передачи
С целью обеспечения единообразия изготовления и взаимозаменяемости колес передач параметры зацепления стандартизированы. Для определения формы и размеров зубьев колес и зубообрабатывающего инструмента служит исходный контур (рисунок 4).
Исходным контуром при нарезании зубчатых колес является проекция режущей грани инструмента на плоскость, перпендикулярную к оси заготовки.
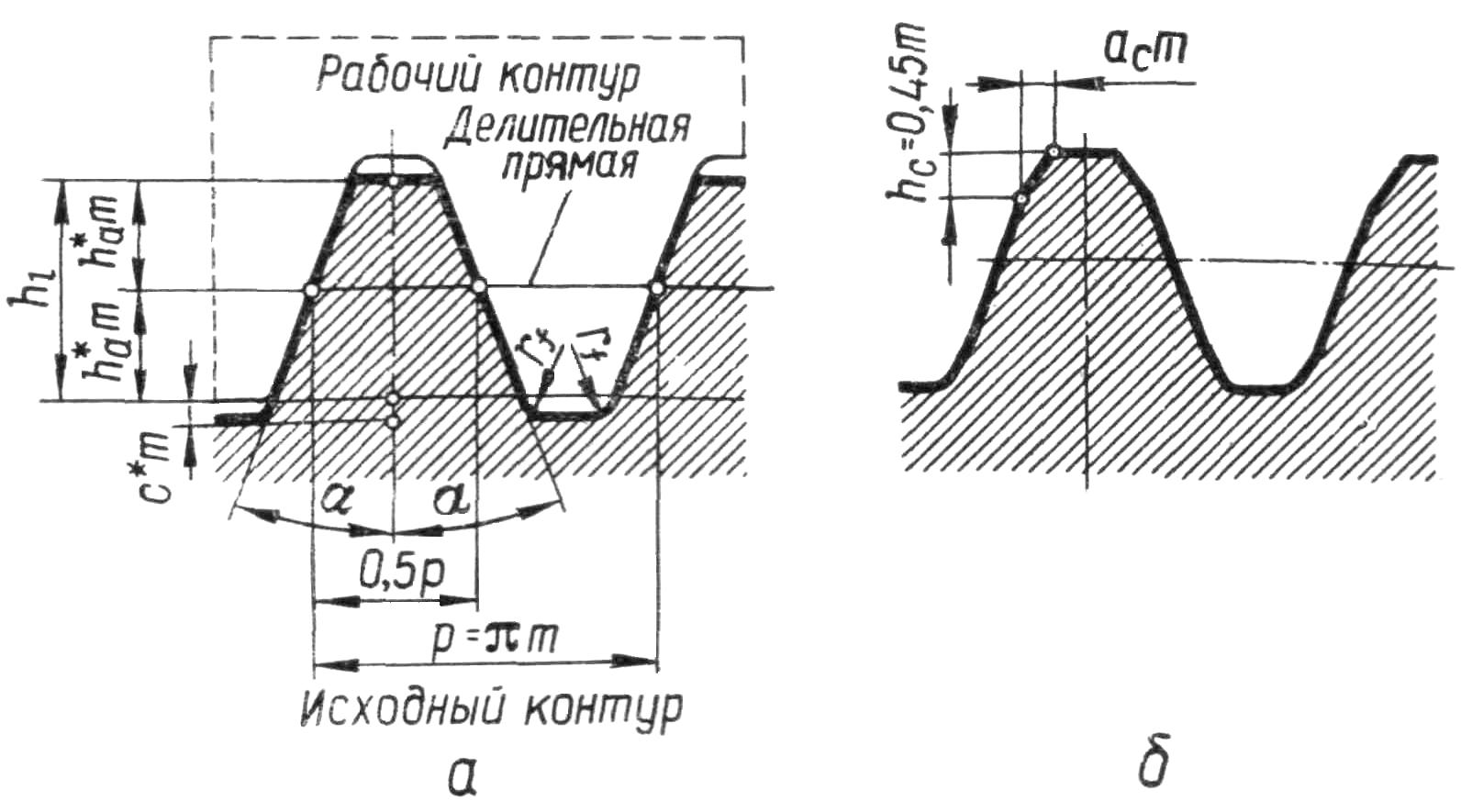
Рисунок 4 – Исходный контур зубчатой рейки
Для модулей долее 1мм исходный контур (ГОСТ 13755 - 68) характеризуется следующими параметрами:
а) профильным углом α = 20˚;
б) глубиной захода hl = 2ha*m (на глубине hl профиль контура прямолинеен), где ha* = 1 – коэффициент высоты головки зуба;
в) толщиной зуба по делительной прямой S = 0,5p;
г) радиальным зазором c = c*m (c* = 0,25 – коэффициент радиального зазора);
д) радиусом закругления у корня зуба rf = 0,38m.
Для обеспечения плавного вхождения зубьев в зацепление с целью уменьшения динамической нагрузки на вершине зубьев исходного контура предусматривается соответствующий срез профиля – фланк. Наличие фланка компенсирует изменение шага зацепления вследствие деформации зубьев под нагрузкой.