

2.4.2 Нормирование проектируемой операции. Сводная таблица норм времени
Таблица 2.13 – Описание обработки на проектируемой операции
Наименование переходов технологических и машинных вспомогательных |
Величина составляющих ТМВ, мин |
1 |
2 |
Подвести инструмент |
0,03 |
Подрезать торец 2 |
|
Отвести инструмент |
0,03 |
Заменить инструмент |
0,1 |
Заменить подачу и частоту вращения |
0,06+0,06 |
Подвести инструмент |
0,03 |
Расточить отверстие 14 |
|
Подрезать торец 13 |
|
Отвести инструмент |
0,03 |
Заменить инструмент |
0,1 |
Заменить подачу и частоту вращения |
0,06+0,06 |
Подвести инструмент |
0,03 |
Подрезать торец 3, подрезать торец 6. |
|
Отвести инструмент |
0,03 |
Заменить инструмент |
0,1 |
Заменить подачу и частоту вращения |
0,06+0,06 |
Подвести инструмент |
0,03 |
Точить поверхность 1 с образованием фаски 5, точить поверхность 15 с образованием фаски 7 |
|
Отвести инструмент |
0,03 |
Заменить инструмент |
0,1 |
Заменить подачу и частоту вращения |
0,06+0,06 |
Подвести инструмент |
0,03 |
Расточить отверстие 11 с образованием фаски 12, расточить отверстие 9 с образованием фаски 8 |
|
Отвести инструмент |
0,03 |
Заменить инструмент |
0,1 |
Заменить подачу и частоту вращения |
0,06+0,06 |
Подвести инструмент |
0,03 |
расточить отверстие 14' |
|
Отвести инструмент |
0,03 |
Возврат всех параметров в исходное положение |
0,06+0,06+0,03 |
Итого |
1,71 |
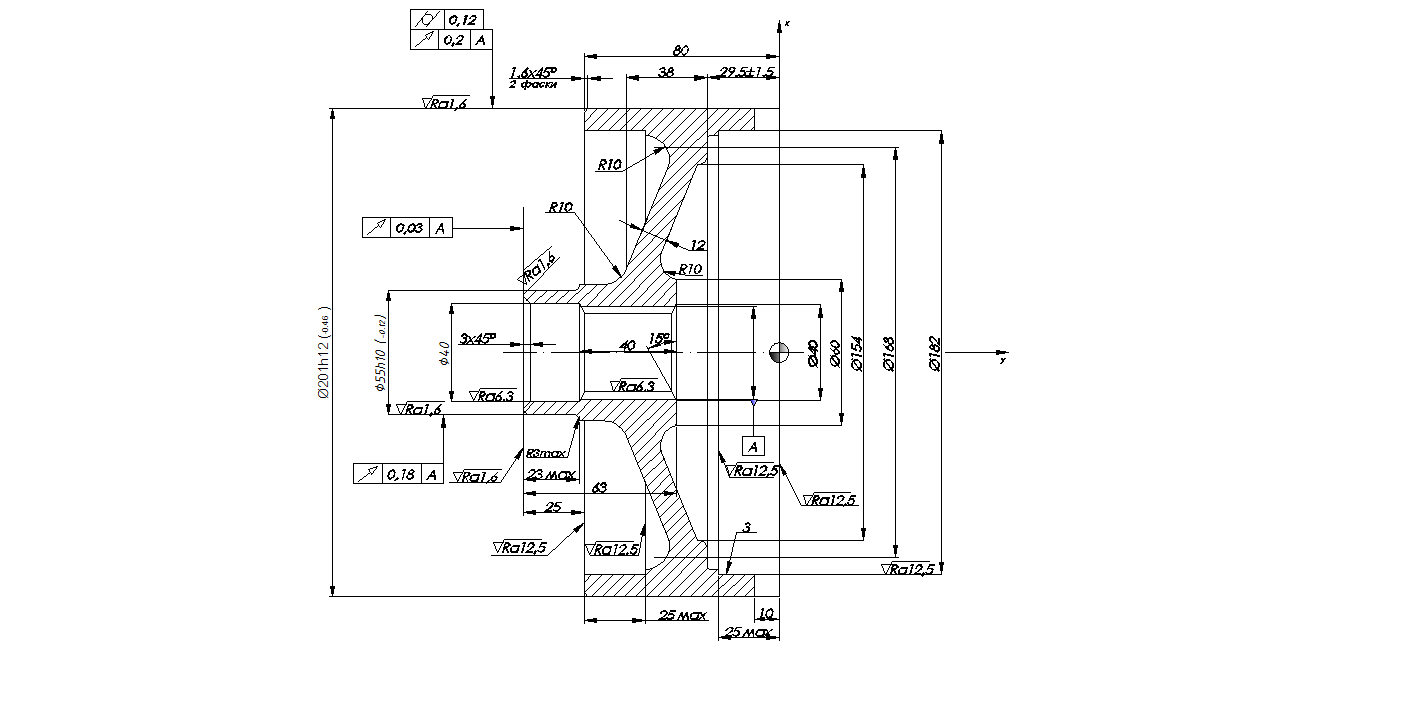
Рисунок 5- Эскиз обработки
1 Машинное основное время
Тмо=5,115мин
2 Машинное вспомогательное время
Тмв=1,71мин
3 Время цикла автоматической работы станка
Тца=Тмо+Тмв, мин (2.18)
Тца= 5,115+1,71=6,825мин
4 Вспомогательное время
Тв=tус+tуп+tизм, мин (2.19)
tус =0,47 мин [ ОНВ карта 12, лист 2, поз. 19]
tуп1=0,04мин [ОНВ, карта 14, поз. 6]
tуп2= 0,03мин [ОНВ, карта 14, поз. 4]
tуп= 0,04+0,03=0,07мин
tизм1= 0,07мин [ОНВ, карта 86 лист 4, поз.69]
tизм2= 0,1мин [ОНВ, карта 86 лист4, поз. 70]
tизм3= 0,16 мин[ОНВ, карта 86 лист 4, поз. 78]
tизм4= 0,09мин [ОНВ, карта 86, лист 2, поз. 17]
tизм5= 0,06мин [ОНВ, карта 86 лист 4 поз 68]
tизм6= 0,1 мин [ ОНВ, карта 86, лист 4 поз. 158]
tизм7=0,24 мин [ОНВ , карта 86 лист 4 поз. 65]
tизм= 0,07+0,1+0,16+0,09+0,06+0,1+0,24=0,81мин
Так как время на измерение перекрывается временем цикла автоматическим, то в дальнейших расчетах его не учитывают.
Тв=0,47+0,07=0,54мин
5 Время оперативное
Топ= Тца+Тв (2.20)
Топ=6,852+0,54=7,392мин
6 Время на обслуживание рабочего места и отдых
αобс+αот14% [ОНВ карта16, поз.39]
7 Штучное время
 (2.21)
(2.21)

8 Подготовительно-заключительное время
Тпз= Тпзорг+Тпз нал.
Тпзорг1= 2мин
Тпзорг2= 4мин
Тпзорг3 = 6мин
Тпзорг=12 мин
Тпзнал1= 7мин
Тпзнал2= 1мин
Тпзнал3 = 0,5мин
Тпзнал4= 0,8мин
Тпзнал=7+1+0,5+0,8=9,3
Тпз=12+9,3=21,3мин
9 Штучно-калькуляционное время
 (2.22)
(2.22)

Таблица 2.14 - Сводная таблица норм времени, мин
Номер операции и модель станка |
ТО (ТМО) |
ТВ
|
ТЦА |
ТОП |
% |
ОТЛ % |
ТШТ |
ТПЗ |
nД,шт |
ТШТ-К |
|||
tус |
tп (ТМВ) |
tуп |
tизм |
||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
010 1П426ДФ3 |
5,115 |
0,47 |
1,71 |
0,07 |
(0,81) |
6,825 |
7,392 |
14 |
8,4 |
23,1 |
63 |
8,73 |
|
020 7Б66 |
0,53 |
0,23 |
0,07 |
- |
0,12 |
-- |
0,35 |
8 |
0,38 |
14 |
63 |
0,6 |
|
030 6Р82 |
1,66 |
0,35 |
0,15 |
|
0,2 |
|
0,55 |
9 |
0,6 |
18 |
63 |
0,88 |
|
050 2Н125 |
0,4 |
0,2 |
0,12 |
|
0,05 |
|
0,25 |
10 |
0,25 |
12 |
63 |
0,45 |
|
 ОБС
ОБС