

2.4 Разработка операционного технологического процесса
2.4.1 Определение режимов резания на проектируемые операции (переходы). Сводная таблица режимов резания
Расчет режимов резания на 010 операцию.
Переход точить поверхность Ø201 h12.
1 Выбор режущего инструмента
Для обработки применяем токарный проходной резец с углом в плане 900 . материал режущей части ВК8. Сечение державки Н×В=25×25.
2 Глубина резания
t= (2.11)
(2.11)
3 Подача
РекомендуемаяSo= 0.25-0.7 мм/об
ПринятаяSo= 0,3мм/об
4 Стойкость инструмента Т=60мин
5Скорость
резания
 ,
м/мин (2.12)
,
м/мин (2.12)
где Сv =243, ,x = 0,15, y = 0,45 ,, m = 0,2 – показатели степени.
Кν=Кмν∙Кпν∙Кuν (2.13)
 (2.14)
(2.14)
К - коэффициент, учитывающий качество
обрабатываемого материала.
- коэффициент, учитывающий качество
обрабатываемого материала.
где n=1,25;

Кпν = 1,0 – коэффициент, учитывающий состояние поверхности
заготовки.
Кuν = 1,0 – коэффициент, учитывающий материал режущего
инструмента.
Кν = 0,8 1,0 1,0 =0,8

5 Частота вращения
 ,
мин
,
мин
 мин
мин
Корректируем n = 200 мин
6 Действительная скорость резания
 ,
м/мин
,
м/мин
 м/мин
м/мин
7 Сила резания
Рz=10×Ср×tx×Sy×Vn×Kp, Н (2.15)
где Ср=92
х=1,0
y=0,75
n=0
Kp=Кmp×Kуп×Кфп×Кrp=1,1×0,89×1,0×1,0=0,97
Рz=10×92×2,551,0×0,30,75×1260×0,97=680Н
8 Мощность резания
 ,
кВт
(2.16)
,
кВт
(2.16)
 кВт
кВт
9Определяем основное время
 ,
мин(2.17)
,
мин(2.17)
где Lpx = lрез + y + Δ–длина рабочего хода
lрез – длина резания
у – величина врезания
Δ – величина перебега
у = 2 мм
Δ = ctgφ = 1
Lрх = 80 + 2 + 1 = 83мм
 мин
мин
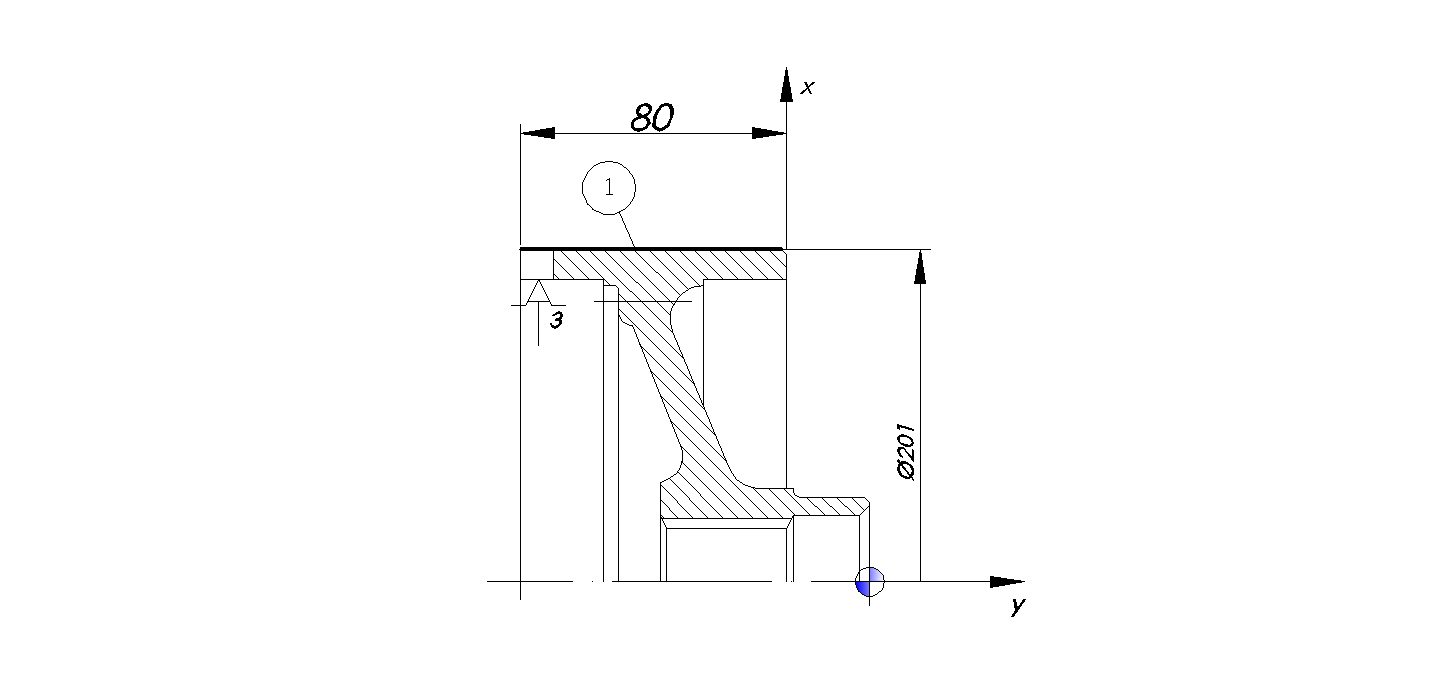
Рисунок 3- Эскиз обработки
Расчет режимов резания на 010 операцию.
Переход расточить отверстие Ø182
1 Выбор режущего инструмента
Для обработки применяем токарный расточной резец с углом в плане 900 . материал режущей части ВК8. Сечение державки Н×В=16×25.
2 Глубина резания
t=
3 Подача
РекомендуемаяSo= 0.25-0.7 мм/об
ПринятаяSo= 0,3мм/об
4 Стойкость инструмента Т=60мин
5Скорость резания , м/мин
где Сv =243, x = 0,15, y = 0,45, m = 0,2 – показатели степени.
Кν=Кмν∙Кпν∙Кuν
К - коэффициент, учитывающий качество обрабатываемого материала.
где n=1,25;
Кпν = 1,0 – коэффициент, учитывающий состояние поверхности
заготовки.
Кuν = 1,0 – коэффициент, учитывающий материал режущего
инструмента.
Кν = 0,8 1,0 1,0 =0,8

5 Частота вращения
, мин
 мин
мин
Корректируем n = 230 мин
6 Действительная скорость резания
, м/мин
 м/мин
м/мин
7 Сила резания
Рz=10×Ср×tx×Sy×Vn×Kp, Н
где Ср=92
х=1,0
y=0,75
n=0
Kp=Кmp×Kуп×Кфп×Кrp=1,1×0,89×1,0×1,0=0,97
Рz=10×92×2,51,0×0,30,75×1310×0,97=904Н
8 Мощность резания
, кВт
 кВт
кВт
9Определяем основное время
×i, мин
где Lpx = lрез + y + Δ–длина рабочего хода
lрез – длина резания
у – величина врезания
Δ – величина перебега
I= число проходов
у = 2 мм
Δ = ctgφ = 1
Lрх = 25 + 2 + 1 = 28мм
 мин
мин
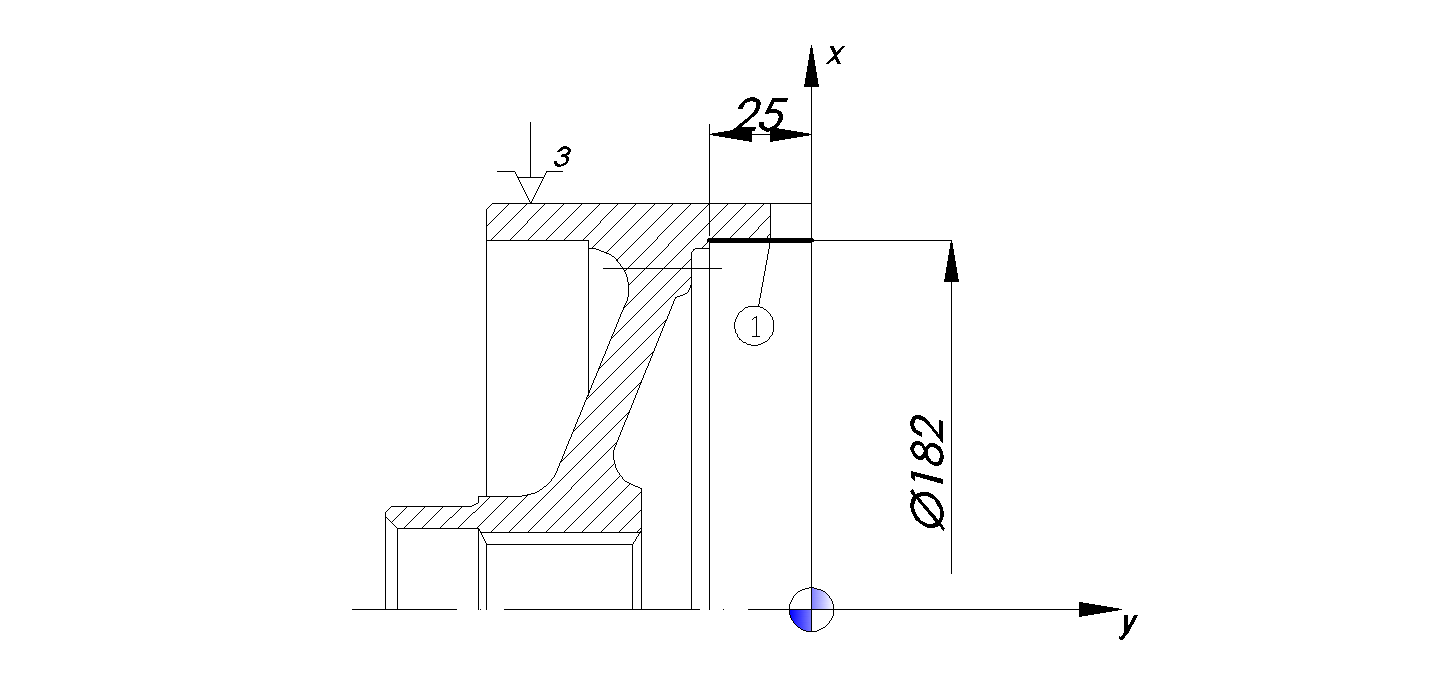
Рисунок 4- Эскиз обработки
Таблица 2.12 – Сводная таблица режимов резания
Номер операции и модель станка |
Номер позиции, перехода. Наименование установа, суппорта, перехода |
Номер инструмента Т |
D или В, мм |
t, мм |
lРЕЗ мм |
LРХмм |
i |
Подача
|
n, мин-1 |
v, м мин |
ТО, мин |
||||
SО, мм об |
SМ, мм мин |
||||||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|||
010 1П426ДФ3 |
Установ А 1 Подрезать торец 2 |
1 |
206,1 |
2,5 |
14,55 |
16,5 |
1 |
0,3 |
72 |
240 |
155 |
0,27 |
|||
2 Расточить отверстие 14 |
2 |
177 |
2,5 |
25 |
28 |
2 |
0,3 |
66 |
218 |
131 |
0,8 |
||||
3 Подрезать торец 13 |
2 |
60 |
1,5 |
15,8 |
18 |
1 |
0,3 |
72 |
240 |
70,2 |
0,3 |
||||
Установ Б 4 Подрезать торец 3, подрезать торец 6. |
1
|
206,1 60,41 |
2,5 1,5 |
14,55 3,2 |
16,5 5,2 |
1 1 |
0,3 0,22 |
72 59,4 |
240 270 |
155 68,4 |
0,27 0,08 |
||||
5 Точить поверхность 1 с образованием фаски 5, точить поверхность 15 с образованием фаски 7 |
3
|
201
55 |
2,55
2,7 |
80
23 |
83
25 |
2
2 |
0,3
0,15 |
60
60 |
200
400 |
126
75 |
1,3
0,125 |
||||
6 Расточить отверстие 11 с образованием 2-х фасок 12, расточить отверстие 9 с образованием фаски 8, расточить отверстие 14' |
4 |
38
40 |
1,8
1,5 |
63
23 |
65
25 |
2
2 |
0,25
0,25 |
75
75 |
300
300 |
52
52 |
0,86
0,3 |
||||
177 |
2,5 |
25 |
28 |
1 |
0,3 |
66 |
218 |
131 |
0,8 |
||||||
∑ |
5,115 |
||||||||||||||
020 7Б66 |
1 Протянуть отверстие 11 |
1 |
38 |
1.8 |
1200 |
-- |
1 |
|
|
|
4 |
0,53 |
|||
030 6Р82 |
1Фрезеровать набором фрез последовательно 34 зуба |
1 |
100 |
10 |
201 |
250 |
34 |
--- |
|
150 |
47,1 |
1,66 |
|||
060 |
Сверлить отверстие |
1 |
7,8 |
3,9 |
21 |
24 |
1 |
0,2 |
60 |
300 |
10 |
0,4 |
|||
|
|
|
|
|
|
|
|
|
|
|
∑ |
8,8 |
|||