

2.2.2 Определение допусков на размеры заготовки, припусков на механическую обработку поверхностей по переходам, расчет размеров и массы заготовки
Назначение допусков
Точность отливки 9-7-8-9 ГОСТ 26645-85
9- класс размерной точности
7- степень коробления
8- степень точности поверхности
9- класс точности массы
Таблица 2.2 – Назначение допусков на отливку.
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки, мм |
Допуск формы, мм |
Общий допуск, мм |
1 |
2 |
3 |
4 |
5 |
1 |
Ø201h12(-0,46) |
2,8 |
1,0 |
3,6 |
2,3 |
80 |
2,2 |
0,5 |
2,4 |
6,17 |
23+1,3 |
1,6 |
0,5 |
1,8 |
окончание таблицы 2.2
9 |
Ø40 |
1,8 |
0,5 |
2,2 |
11 |
Ø32 |
1,8 |
0,5 |
2,2 |
13 |
63 |
2,0 |
0,5 |
2,2 |
14 |
Ø182 |
2,8 |
0,8 |
3,2 |
15 |
Ø55h10(-0.12) |
2,0 |
0,5 |
2,2 |
Определение припусков
Таблица 2.3 – Назначение припусков и расчет размеров заготовки
Номер поверхности |
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный, Z(2Z), мм |
Расчет размеров заготовки (d или D), мм |
|||||
Квалитет |
Допуск, мм |
Шероховатость, Ra, мкм |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||
1 |
Шлифование поверхности |
h12 |
0.46 |
1.6 |
0.6 |
Ø201 201+0.6=201.6 201,6+1,0=202,6 202.6+3.5=206.1 |
|||
|
h13 |
0,72 |
6,3 |
1,0 |
|||||
Точение черновое |
h14 |
1.15 |
6.3 |
3,5 |
|||||
Отливка |
|
3.6 |
Rz800 |
5.1 |
|
||||
Ø 206.1±1.8 |
|||||||||
2,3
|
Подрезка торцев |
h14 |
0.74 |
12.5 |
2.5 |
80 80+2.5×2=85 |
|||
Отливка |
|
2.4 |
Rz800 |
2.5 |
|
||||
85±1.2 |
|||||||||
6,17 |
Подрезка торцев |
h14 |
1.3 |
12.5 |
1,5 |
23 23+1,5×2=26 |
|||
отливка |
|
1.8 |
Rz800 |
1,5 |
|||||
26±0,9 |
|||||||||
9 |
Растачивание отверстия |
Н14 |
0,62 |
12,5 |
3,0 |
Ø40 40-3,0=37 |
|||
Отливка |
|
2,2 |
Rz800 |
3,0 |
|
||||
Ø37±1,1 |
|||||||||
11 |
Протянуть отверстие |
Н12 |
0,25 |
6,3 |
0,4 |
Ø32
32-0,4=31,6 31,6-3,0=28,4 |
|||
Зенкеровать отверстие |
Н14 |
0,62 |
12,5 |
3,0 |
|||||
Отливка |
|
2,2 |
Rz800 |
3,4 |
|||||
Ø 28,4±1,1
|
|||||||||
13 |
Подрезка торцев |
h14 |
0.74 |
6,3 |
1,5 |
63 63+1,5×2=66 |
|||
Отливка |
|
2.2 |
Rz800 |
1,5 |
|||||
66±1,1 |
|||||||||
окончание таблицы-2.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
14 |
Расточить отверстие |
Н14 |
1,15 |
12,5 |
5,0 |
182 182-5,0=177 |
отливка |
|
3,2 |
Rz800 |
5,0 |
||
Ø177±1,6 |
||||||
Определение припусков расчетно-аналитическим методом
Последовательность механической обработки поверхности Ø55h10(-0.12) |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности
установки,
мм |
|||
Посадка и квалитет с допуском технологическим, мм |
Шероховатость, Rа, мкм |
|||||
Отливка |
2,2 |
Rz800 |
В патроне |
Ɛу= Ɛб=0, Ɛз=0,11 Ɛу=0,11 Ɛуиз=0,004 Ɛуиб=0,004 |
||
Точение черновое |
h14(0.74) |
12,5 |
||||
Точение получистовое |
h11(0,3) |
6,3 |
||||
Шлифование |
h10(0,12) |
1,6 |
На оправке |
|||
 y,
y,

Таблица 2.6 - Аналитический расчёт припусков, мм
Переходы механической обработки поверхности (указать размер поверхности с предельными отклонениями по чертежу детали) |
Элементы припусков |
Расчётный припуск, 2Zmin |
Расчётный размер, dp |
Допуск, Т |
Предельный размер |
Предельный припуск |
||||||||||||
RZ |
h |
|
Eу |
dmin |
dmax |
2Zminпр |
2Zmaxпр |
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|||||||
Отливка |
0,6 |
2,256 |
|
|
61,307 |
2,2 |
59.2 |
61.4 |
- |
- |
||||||||
Точение черновое |
0,05 |
- |
0,135 |
0,11 |
5,717 |
55,59 |
0,74 |
55.86 |
56.6 |
3.34 |
4.8 |
|||||||
Точение получистовое |
0,02 |
- |
0,09 |
0,004 |
0,37 |
55,22 |
0,3 |
55.1 |
55.4 |
0.76 |
1.2 |
|||||||
Шлифование |
0,005 |
- |
0,011 |
0,004 |
0,22 |
55 |
0,12 |
54.88 |
55 |
0.22 |
0.4 |
|||||||
СУММАРНЫЙ ПРИПУСК: |
4.32 |
6.4 |
||||||||||||||||

Расчет минимальных припусков:
2Zmin=2(Rzi-1+hi-1+ )
(2.1)
)
(2.1)
Расчетный припуск для черновой обработки
2Zmin
черн.= 2(0,6+ )=5,7117
)=5,7117
Расчетный припуск для получистовой обработки
2Zminп-чист.=
2(0,05+ )=0,37
)=0,37
Расчетный припуск для шлифования
2Zmin
шлиф.= 2(0,02+ )=0,22
)=0,22
Расчет операционных размеров
dp= D+2Zmin(2.2)
Расчет операционных размеровполучистовой обработки
dp=55+0.22=55.22мм
Расчет операционных размеров для для черновой обработки
dp=55.22+0,37=55,59мм
Расчет операционных размеров отливки
Dp=55,59+5,717=61,307мм
Расчет минимального и максимального припуска
2Zminпр=Dmin-dmin(2.3)
Расчет минимального припуска для черновой обработки
2Zminпр=59.2-55.86=3.34мм
Расчет минимального припуска для получистовой обработки
2Zminпр=55.86-55,1=0,76мм
Расчет минимального припуска для шлифования
2Zminпр= 55,1-54,88=0,22мм
Расчет максимального припуска для черновой обработки
2Zmaxпр=61,4-56,6=4,8мм
Расчет максимального припуска для получистовой обработки
2Zmaxпр=56,6-55,4=1,2мм
Расчет максимального припуска для шлифования
2Zmaxпр=55,4-55=0,4мм
Проверка правильности расчетов
2Z0max-2Z0min=Tзаг-Tдет(2.4)
6,4-4,32=2,2-0,12
2,08=2,08
Величина номинального припуска
2Z0ном=2 Z0min+eiз+ eiд(2.5)
2Z0ном=4,32+1,1+0,12=5,53мм
Номинальный размер заготовки
D0=54,88+5,53=60,41мм.
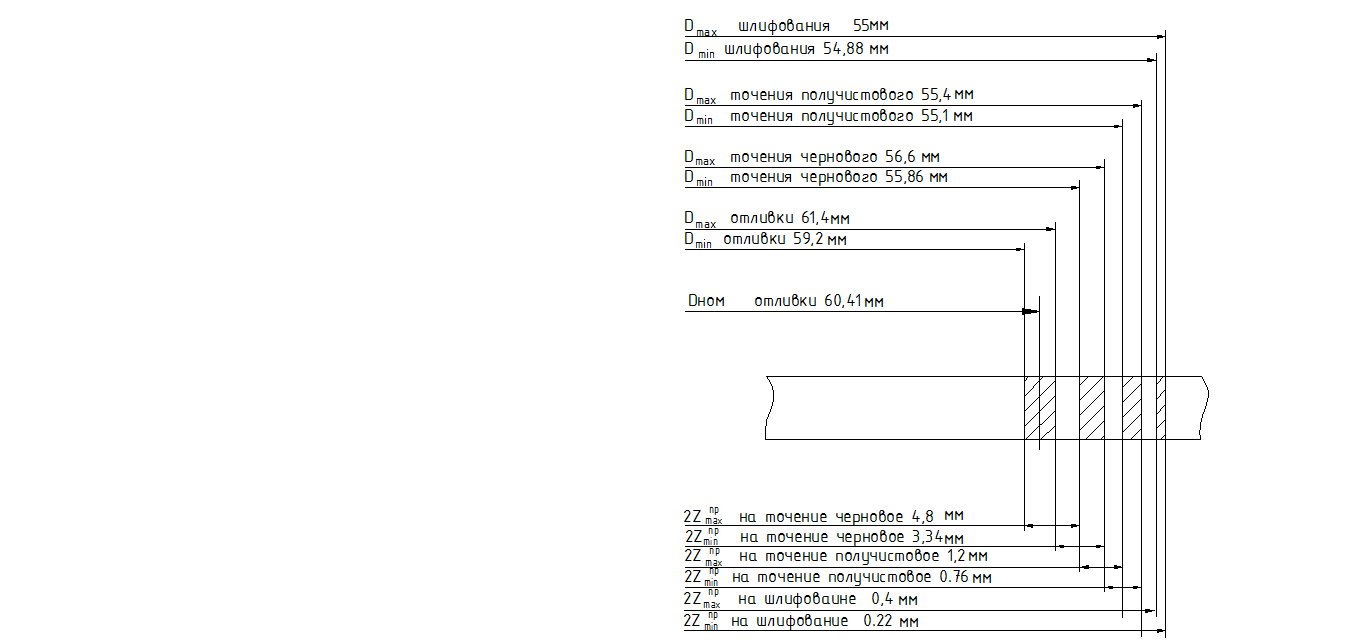
Рисунок1- Схема расположения межоперационных припусков и операционных размеров
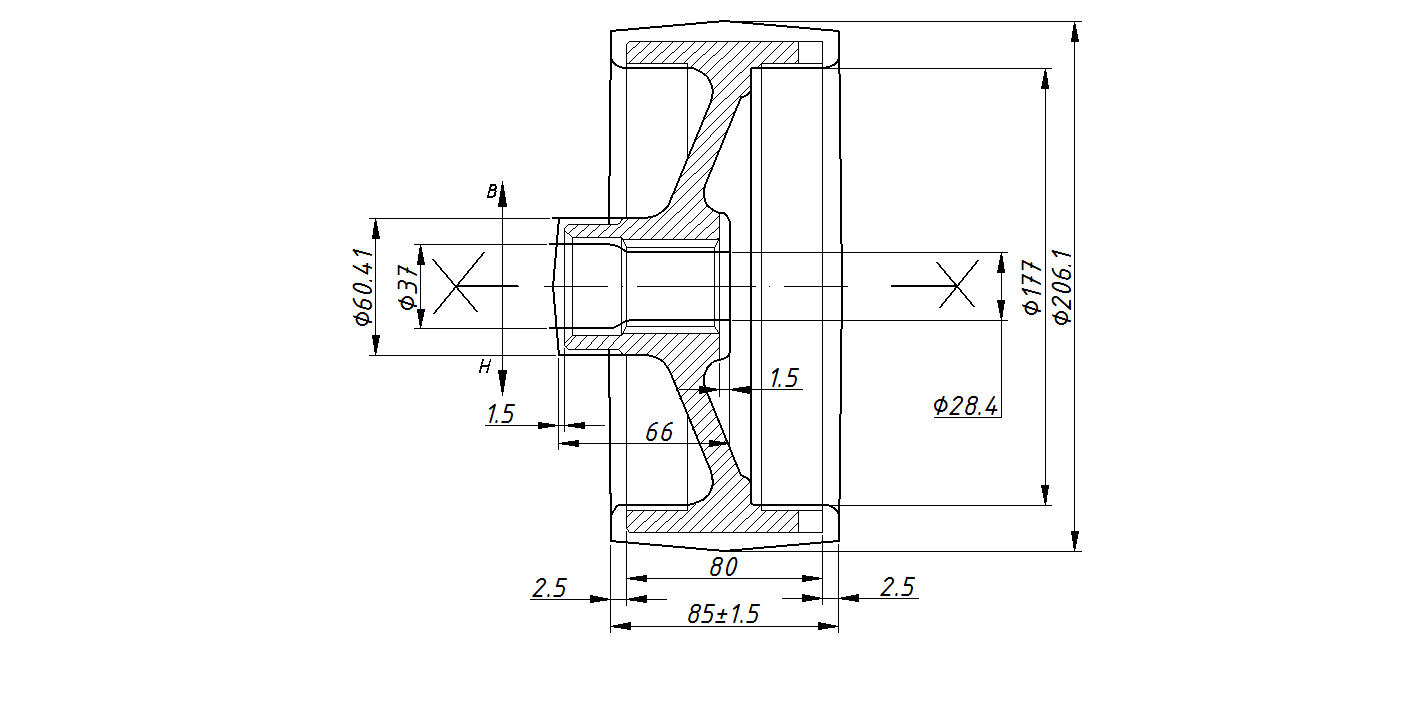
Рисунок2- Эскиз заготовки
Расчет размеров и массы заготовки
mз=mд+mотх.мех.обр., кг (2.6)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг
mд-масся детали, кг.
mотх.мех.обр
=Vотх. ρ,
кг (2.7)
ρ,
кг (2.7)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Определение объема удаленных фигур
 ,
мм3
(2.8)
,
мм3
(2.8)
где D – диаметр заготовки, мм;
d- диаметр детали, мм
l – длина заготовки, мм.
 мм3
мм3









Vобщ=201741мм
mотх.мех.обр =201741 7.2∙10-6=1,4кг
mз=4,5+1,4=5,9 кг
Коэффициент использования заготовки:
 (2.9)
(2.9)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 (2.10)
(2.10)
где Нрасх – пересчитанная норма расхода материала, кг
Нрасх=1,1×5,9=6,49 кг

0,69>0,65 полученного в базовом варианте.