

5.1. Машины для формования пластичных масс выпрессовыванием. Устройство, принцип действия, правила эксплуатации и основные характеристики.
Машины для формования пластичных масс выпресовыванием
Формующая машина МФБ-1 предназначена для формования жгутов из пралиновых конфетных масс. Машина состоит (pиc. 14.19) из плиты 15, станины 1 с кронштейном 12, электродвигателя 14, червячного редуктора 13, корпуса 4 со шнеком 3 и формующей матрицей 2, головки 7 с парой конических шестерен 8 и загрузочной воронки 5 со спиралью 11.
Внутри головки 7 находятся горизонтальный вал 9 с конической шестерней и приводной звездочкой 10, вертикальный вал 6 с конической шестерней и спиралью. Спираль 11 подает конфетную массу в корпус 4 и непрерывно перемешивает ее в загрузочной воронке 5. Шнек 3 выпрессовывает массу через формующие каналы матрицы 2 в виде пяти бесконечных жгутов, которые после предварительного охлаждения разрезаются на конфеты.
Техническая характеристика машины МФБ-1 приведена в табл. 14.6.
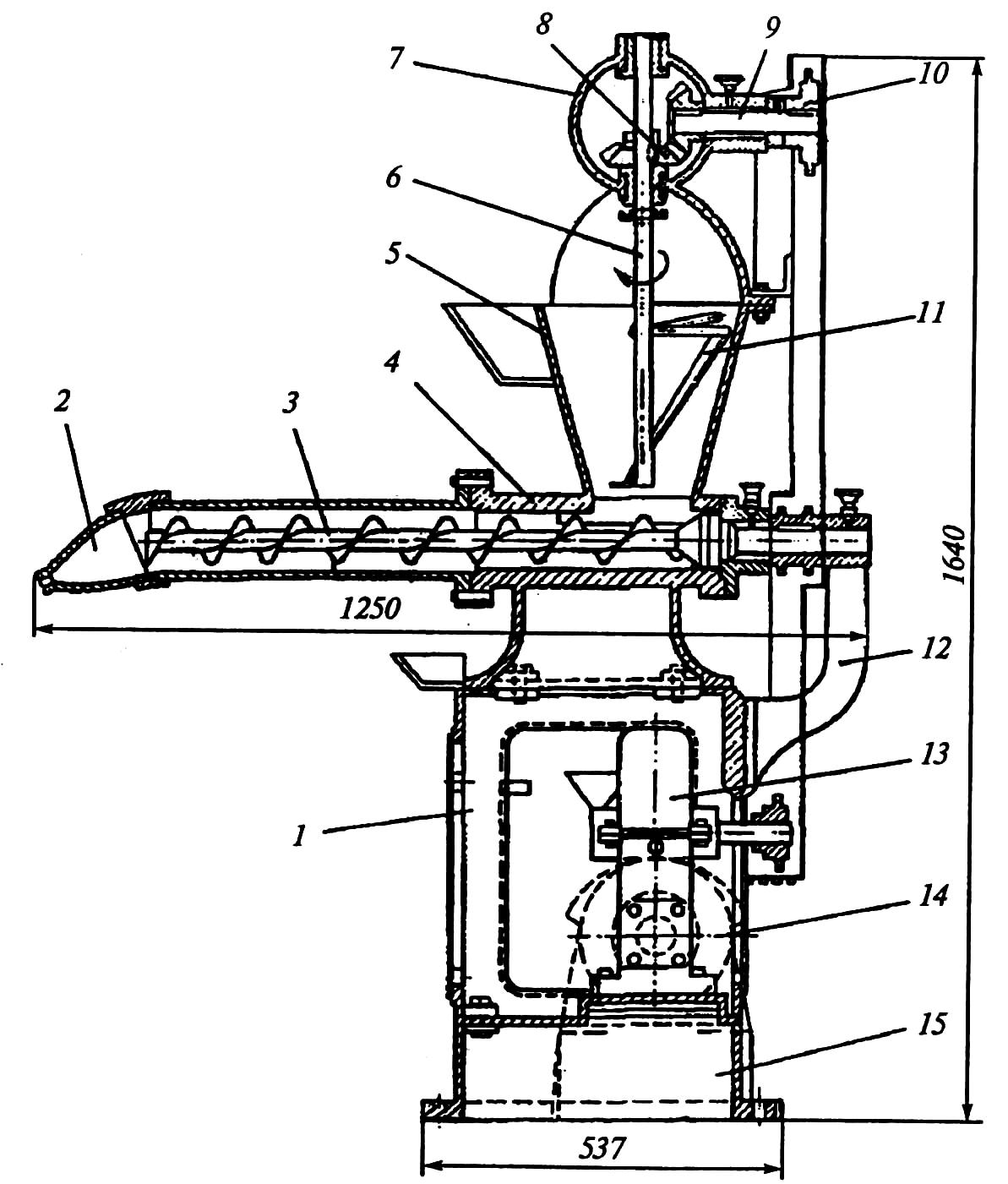
Рис. 14.19. Формующая машина МФБ-1
Формующая машина А2-ШФЖ предназначена для формования жгутов из пралиновых конфетных масс. Машина (рис. 14.20) состоит из темперирующей камеры нагнетателя 5, загрузочной воронки 1 с размешивающей лопастью 2 и вертикальным коническим шнеком 4, камеры 2 для перемешивания массы горизонтальным распределительным шнеком 6. Вход в раздаточную камеру 2 сообщается с выходным отверстием загрузочной воронки.
Шнек 6 и раздаточная камера 2 расположены симметрично по отношению к воронке, причем по обе стороны камеры шнек 6 имеет разное направление винтов.
Под раздаточной камерой 2 расположены нагнетающие шнеки 7. Каждый нагнетающий шнек образован из двух секций, расположенных соответственно в зоне загрузки и в зоне нагнетания. Секции нагнетающих шнеков 7, расположенные в зоне нагнетания, имеют взаимозацепляющиеся винтовые витки 8. Секции всех шнеков 7, расположенных в зоне загрузки, имеют ленточные витки 9, толщина которых выполнена в 10…15 раз меньше взаимозацепляющихся винтовых витков 8.
Нагнетающие шнеки 7 смонтированы в сообщающихся горизонтальных каналах, ориентированных поперечно по отношению к камере 5 и расположенных под ней таким образом, что зона загрузки шнеков 7 примыкает к выходу из камеры 5.
Рис.
14.20. Машина формующая А2-ШФЖ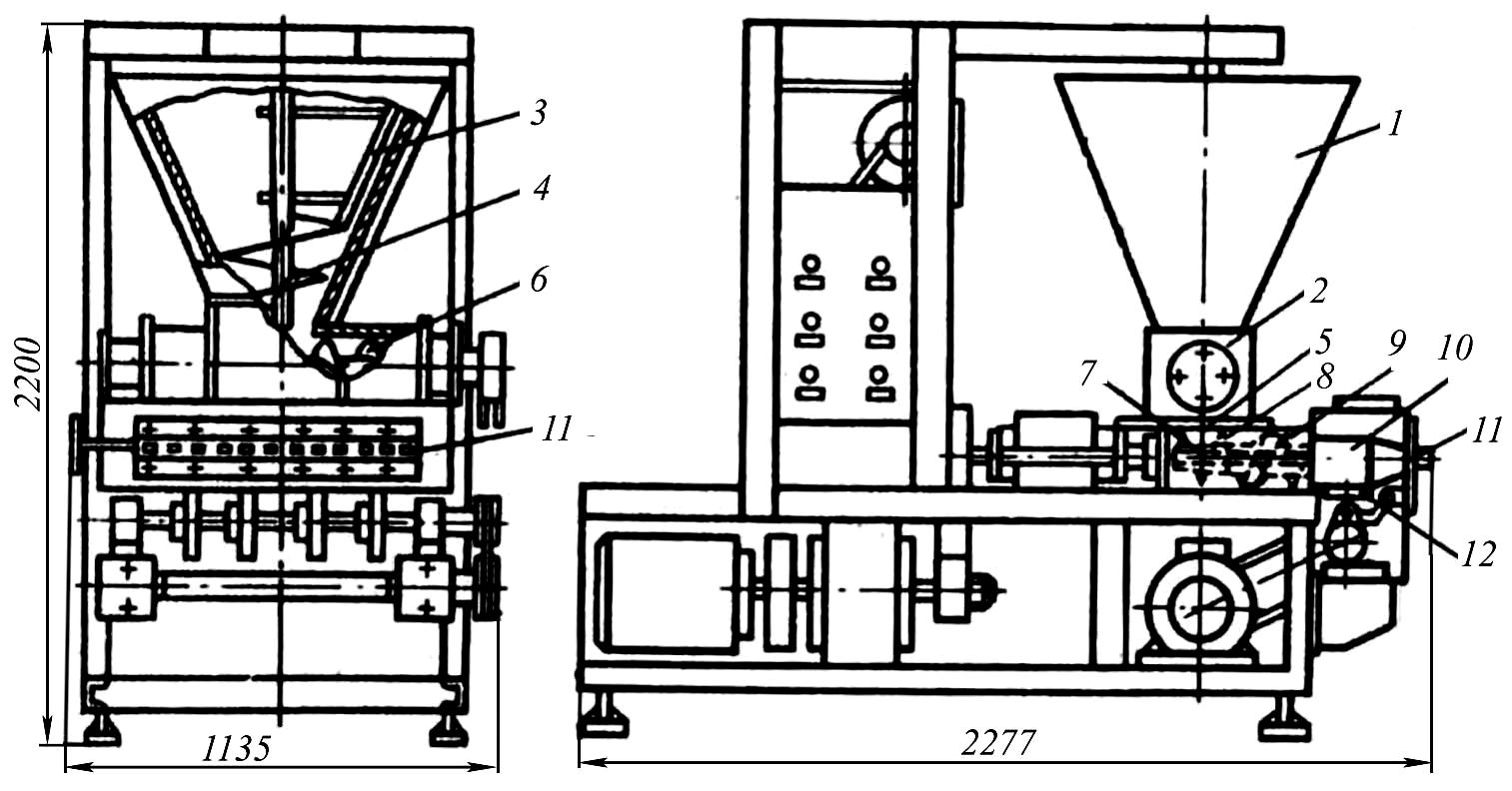
На выходе из каналов нагнетателя установлена формующая головка 10 со сменной матрицей 11 и вибраторами 12.
Сменная матрица 11 имеет горизонтальный ряд отверстий, ориентированный поперечно к осям нагнетающих шнеков 7. Вибраторы представляют собой 5 стальных пластин овальной формы, связанных посредством гибких тканевых мембран с корпусом формующей головки 10.
Формующая машина А2-ШФЖ работает следующим образом. Конфетная масса поступает из смесителя в загрузочную воронку 1, где перемешивается лопастью 3 и коническим шнеком 4 подается в раздаточную камеру 2. В раздаточной камере масса распределительным шнеком 6 подается через выходное отверстие в зону загрузки нагнетающих шнеков 7. Здесь масса захватывается ленточными витками 9 и подается в полости винтовых витков 8, которые нагнетают ее в формующую головку 10 и выпрессовывают через отверстия матрицы 11 в виде бесконечных жгутов. Пластины вибратора 12 колеблются и создают в массе переменное давление, которое снижает вязкость массы и, следовательно, сопротивление течению массы по полости формующей головки 10 и каналам матрицы 11. При этом понижается давление формования, что способствует улучшению качества формуемых жгутов.
Постоянство температуры формования параметров конфетной массы обеспечивается темперирующей жидкостью (водой), подаваемой в рубашки загрузочной воронки, раздаточной камеры, корпуса нагнетательной камеры и формующей головки.
Техническая характеристика машины А2-ШФЖ приведена в табл. 14.6.
В формующих машинах с шнековыми нагнетателями скорости выхода жгутов через формующие каналы неодинаковы. Для выравнивания скоростей увеличивают длину средних формующих каналов по сравнению с крайними, устанавливают дополнительные сопротивления перед средними каналами или в самих каналах либо устанавливают более высокую температуру стенок крайних формующих каналов. Добиться полного равенства скоростей во всех каналах весьма трудно.
Формующая машина ШПФ-18 предназначена для формования жгутов пралиновых конфетных масс. Конструкция этой машины предусматривает применение шнекового питателя конфетной массы и шестеренного нагнетателя (рис. 14.21.). На станине 17 машины установлена приемная воронка 6, снабженная шнековым питателем 8 и шестеренный нагнетатель с двумя зубчатыми валками 12 и 13.
При работе машины конфетная масса загружается в воронку 6 и захватывается шнеком 8. Из цилиндрической камеры 5 масса нагнетается шнеком в камеру 4, где она захватывается зубьями шестеренных валков 12 и 13, вращающихся на валах 11 и 15. Валки нагнетают массу в камеру сменной матрицы 16, закрепленной в рамке 14. Привод шнека 8 осуществляется цепной передачей через звездочку 10. Привод одного из валков осуществляется цепной передачей через звездочку 18. Второй валок получает вращение от первого через зубчатую передачу.
Шнек 8 вынимается из камеры 5, для чего болты 20 откидываются и торцевая крышка 21 камеры снимается. При вытягивании шнека из камеры конец вала 7 выходит из квадратного гнезда 19.
Жгуты, выходящие из каналов матрицы 16, ложатся на транспортерную ленту 22, при этом подвергаются обдувке воздухом из диффузора 1. Вследствие этого на поверхности жгутов образуется затвердевшая пленка, предотвращающая прилипание жгутов к ленте транспортера и устраняющая ее загрязнение.
Камера 2 нагнетающих валков имеет водяную рубашку 3 для поддержания необходимой температуры формуемой массы, вода подается в штуцер 9. При длине нагнетательных валков 500 мм матрица имеет 18 отверстий диаметром 21 мм.

Рис. 14.21. Формующая машина ШПФ-18
На базе описанной машины в составе линии производства пралиновых конфет разработана формующая машина Р3-ШПФ-22 производительностью до 1000 кг/ч.
Таблица 14.6. Технические характеристики машин для формования конфетных масс выпрессовыванием
Показатели |
МФБ-1 |
А2-ШФР |
ШПФ-18 |
Производительность, кг/ч |
325 |
800 |
до 900 |
Число отверстий в матрице |
5 |
23 |
18 |
Установленная мощность, кВт |
1,7 |
13 |
2,8 |
Габаритные размеры, мм |
12508451640 |
227711352200 |
11009851270 |
Масса, кг |
410 |
2550 |
– |
Инженерные расчеты. Фактическая производительность макаронного пресса по сырым изделиям должна быть равна производительности тестосмесителя.
Производительность нагнетающего шнека Пф (кг/ч)
 ,
,
где
m
– число заходов шнека (m
=
1
для вермишели, m
=
3 для лапши и макарон), т –
плотность спрессованного теста, кг/м3;
m
– количество прессующих шнеков, шт.; R2
и R1
– соответственно наружный и внутренний
радиус шнека, м; Sш
–
шаг витков винтовой линии шнека, м, Sш
=
mS0,
S0
– расстояние между смежными витками,
м; в2 –
ширина винтовой лопасти шнека в нормальном
сечении по наружному радиусу, м; в1
– ширина винтовой лопасти шнека в
нормальном сечении по внутреннему
радиусу, м;
– угол подъема винтовой лопасти по
среднему диаметру шнека, рад;
 ;
Rср
– средний радиус шнека, м; nш
– максимальная частота вращения шнека,
мин-1;
Кн
– коэффициент наполнения полости шнека
тестом; Кп
– коэффициент прессования теста,
учитывает степень уменьшения его объема
в шнековом канале при переходе его из
крошкообразного состояния в спрессованное;
Кс
– коэффициент, характеризующий подачу
теста шнеком, т. е. качество прессования
(Кс = 0,9...0,95).
;
Rср
– средний радиус шнека, м; nш
– максимальная частота вращения шнека,
мин-1;
Кн
– коэффициент наполнения полости шнека
тестом; Кп
– коэффициент прессования теста,
учитывает степень уменьшения его объема
в шнековом канале при переходе его из
крошкообразного состояния в спрессованное;
Кс
– коэффициент, характеризующий подачу
теста шнеком, т. е. качество прессования
(Кс = 0,9...0,95).
Коэффициент прессования теста
 ,
,
где н – плотность теста, кг/м3; т – плотность спресованного теста, кг/м3; Wт – начальная влажность теста, %; P – давление прессования, МПа.
Мощность привода прессующего шнека Nш (кВт)
Nш = 215рnшtg(R32 – R31),
где р – давление прессования, МПа; nш – частота вращения шнека, мин-1; R1 и R2 – внутренний и наружный радиусы шнеков, м.
Для матрицы выполняют технологический расчет, который заключается в определении ее производительности и соответствующего диаметра.
Производительность матрицы по сухим изделиям П (кг/ч)
 ,
,
где vn – скорость течения теста по формующим каналам, м/с; т – плотность спрессованного теста, кг/м3; f – площадь живого сечения матрицы, м2; Wт – влажность теста, %; Wизд – влажность готовых изделий, %.
Площадь живого сечения матриц, м2, в зависимости от вида изделий:
а) для трубчатых изделий (для макарон)
 ,
,
где n0 – число формующих отверстий в матрице, шт.; dн – наружный диаметр формующего отверстия, м; dв – диаметр вкладыша, м;
б) для вермишели:
 ,
,
где n0 – число формующих отверстий в матрице, шт.; dв – диаметр формующего отверстия, м;
в) для лапши:
fл = n0 lла,
где n0 – число формующих отверстий в матрице, шт.; l – длина формующей щели, м; а – ширина формующей щели, м.
Площадь матрицы F (м2)
 ,
,
где кf – коэффициент живого сечения матрицы.
Диаметр матрицы D (м)
а) для круглых матриц
 ,
,
б) длина прямоугольных матриц L (м)
 ,
,
где В – ширина прямоугольной матрицы, м.
Скорость течения (выпрессовывания) теста по формующим каналам в зависимости от формы сечения канала vn (м/с):
а) для трубчатых изделий (макарон)
 ,
,
где v0 – скорость скольжения, м/с; – динамическая вязкость, Пас; р – перепад давления по длине формующего канала, Пас; g – ускорение свободного падения, м/с2; l – длина канала, м; Rн и Rв – соответственно наружный и внутренний радиус отверстия трубки макарон, м; r – радиус от оси кольцевого канала, м,
 .
.
б) для вермишели
 ,
,
где R – радиус сечения формующего отверстия, м;
в) для лапши
 ,
,
где l и а – соответственно длина и ширина формующего отверстия, м.
Расчет на прочность проводят с целью определения допустимой нагрузки (давление прессования) на матрицу, и для прямоугольных матриц толщина матрицы (м)
 ,
,
где В – ширина матрицы, м; А – коэффициент, зависящий от диаметра отверстий и числа продольных рядов в матрице; р – расчетное давление прессования, Па; [] – допустимое напряжение материала матрицы, Па.
При расчете двухшнековых нагнетателей для машин, формующих конфетные массы объемный расход Q и мощность привода N определяются по эмпирическим зависимостям
 и
и
 ,
,
где D – наружный диаметр шнека, м.
Производительность формующих машин для выпрессовывания конфетных масс П (кг/ч) определяют по формуле
 ,
,
где v – скорость конфетного жгута, м/мин (v = 2,5 м/мин); m – число выпрессовываемых жгутов, шт (m = 6…22); а – число заготовок в 1 кг, шт (а = 80; 105); l – длина заготовки, м (l = 0,038 м); К0 – коэффициент, учитывающий возвратные отходы (К0 = 0,98).