

Раздув, вытяжка и охлаждение заготовки-рукава
Выходящая из фильеры под небольшим давлением заготовка охлаждается воздухом, вытягивается по длине тянущими валками и раздувается по ширине воздухом, подаваемым внутрь рукава. Процесс деформирования рукава происходит в интервале между головкой и линией кристаллизации, а охлаждение происходит вплоть до сжатия тянущими валками. Таким образом, до линии кристаллизации происходит разбухание экструдата относительно размера кольцевого зазора, растяжение и раздув трубчатой заготовки, охлаждение расплава, кристаллизация (для кристаллических полимеров).
Вытяжка и раздув рукава приводят к уменьшению толщины заготовки и к ориентации макромолекул в пленке, что, в свою очередь, увеличивает её прочность. Количественно раздув определяется степенью раздува εР, определяемому как отношение диаметра раздутого рукава к диаметру рукава, выходящего из кольцевого зазора пленки и степенью вытяжки, рассчитываемой как отношение скорости движения пленки после тянущих валков к скорости движения экструдата из головки.
Большая часть вытяжки в продольном направлении реализуется ближе к формующей части головки, а раздува – ближе к линии кристаллизации.
Так как раздув и вытяжка возможны лишь до тех пор, пока полимер находится в вязкотекучем состоянии, то для ограничения степени вытяжки и степени раздува можно изменять скорость кристаллизации и высоту лини кристаллизации. Это достигается изменением интенсивности охлаждения формуемого рукава. Охлаждение рукава не имеет специфических особенностей и может рассматриваться как обычный теплообмен.
1.2 Конструктивные особенности используемого для экструзии полиэтиленовой пленки оборудования
При экструзии полиолефинов используют одношнековые экструдеры с отношением длинны червяка к диаметру не менее от 15:1 до 33:1, рекомендуемое значение составляет 24:1. Использование длинных шнеков устраняет пульсацию расплава и улучшает гомогенизацию компонентов перерабатываемое смеси (полимера и технологических добавок) Зазор между гребнями шнека и внутренней поверхностью цилиндра выбирают в интервале 0,125-0,375мм. Для экструзии пленок рекомендуется степень сжатия примерно 4:1. Большая сила сжатия дает высокий внутренний нагрев, хорошее перемешивание смеси и отвод воздуха, захваченного расплавом [10]
Для экструзии полиэтилена рекомендуется использовать шнек с уменьшающимся шагом нарезки [11]Его конструкция схематически изображена на рисунке 1.3
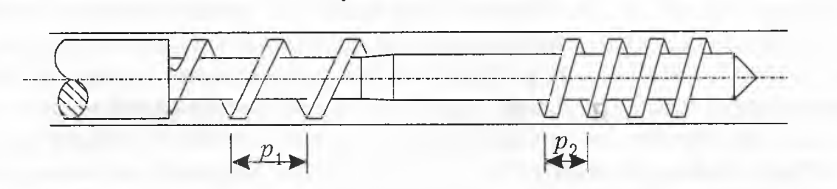
рисунок 1.3 – Шнек для экструзии полиэтилена
Экструзия полиэтилена производится па экструдерах с несколькими зонами обогрева и независимой регулировкой температур. Температура в экструдере постепенно повышается в направлении от входа в машину к выходу из нее. В экструдер загружается холодный полиэтилен во избежание образования сводов в бункере. Рекомендуемые температуры по зонам цилиндра при экструзии пленки из ПЭВП приведены в таблице 2.1
Таблица 1.1 – Температурные режимы экструзии полиэтиленовой пленки [1]
Зона |
Загрузочная часть |
Цилиндр |
Головка |
||
I |
II |
III |
|||
Температура, °С |
80 |
130-140 |
150-180 |
200-225 |
230-235 |