

Загрузка сырья
Подаваемое в виде порошка, гранул или лент исходное сырье для экструзии под действием силы тяжести поступает из загрузочного бункера в рабочий объем экструдера. Некоторые материалы могут зависать, для борьбы с этим используют специальные проталкивающие устройства. Наименее склонны к такому поведению гранулы, поэтому они являются лучшим видом сырья для экструзии. В части цилиндра, где происходит загрузка, делаются полости для циркуляции охлаждающей воды, чтобы избежать перегрева цилиндра, при котором гранулы спекаются, и образуется «козел». При уплотнении материала в межвитковом пространстве шнека вытесненный воздух выходит обратно через бункер. Если удаление воздуха будет неполным, то он останется в расплаве и после прохождения через головку образует в изделии нежелательные полости. Также в бункере помещаются ворошители, которые предотвращают образование «сводов» из сырья и прекращение его подачи в рабочую область цилиндра.
Загрузка межвиткового пространства под воронкой бункера происходит на отрезке длины шнека, равном 1÷1,5 D
Зона питания
Поступающие из бункера гранулы заполняют межвитковое пространство шнека и уплотняются за счет уменьшения глубины нарезки шнека или межвиткового расстояния. Продвижение гранул осуществляется за счет разности значений сил трения о внутреннюю поверхность корпуса и о поверхность шнека. В зоне питания необходимо понижать температуру шнека для уменьшения коэффициента трения полимера о шнек и предотвращения вращения материала вместе со шнеком. Снижение температуры шнека достигается за счет его охлаждения водой.
По мере движения полимера по червяку в нем развивается высокое гидростатическое давление. Возникающие при этом на контактных поверхностях силы трения приводят к выделению тепла и нагреву полимера. Кроме того, полимер получает некоторое количество тепла от стенок экструдера, температура которых, как правило, выше температуры полимера благодаря обогреву цилиндра экструдера. Верхний предел, до которого нагревают стенку цилиндра в зоне питания экструдера, определяется исходя из коэффициента трения полимера и его зависимости от температуры. При слишком высокой температуре стенки происходит преждевременное плавление пристенного слоя, снижение силы трения и проскальзывание полимера, приводящее к прекращению его движения вдоль оси червяка. При оптимально подобранном температурном режиме, материал в цилиндре спрессован, уплотнен и образует пробку, проталкиваемую по винтовому каналу. Длинна пробки должна быть достаточно велика для того, чтобы развивающееся вследствие относительного движения продольная толкающая сила обеспечивала прохождение полимера через зону плавления.
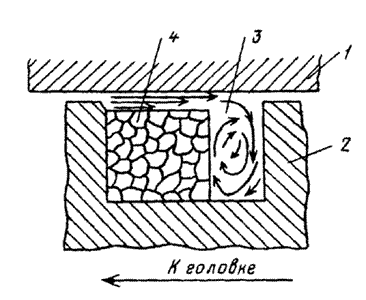
рисунок 1.2 – Схема процесса плавления
По мере продвижения твердой пробки по каналу червяка давление в ней возрастает, пробка уплотняется, поверхность пробки, соприкасающаяся с внутренней стенкой цилиндра, начинает нагреваться и на её поверхности образуется слой расплава, толщина которого увеличивается по ходу движения червяка. Когда толщина слоя расплава достигает толщины зазора между стенкой цилиндра и гребнем червяка, последний начинает соскребать слой расплава со стенки. На этом заканчивается зона питания и начинается зона плавления.