

3. Випрямляння різних металевих виробів
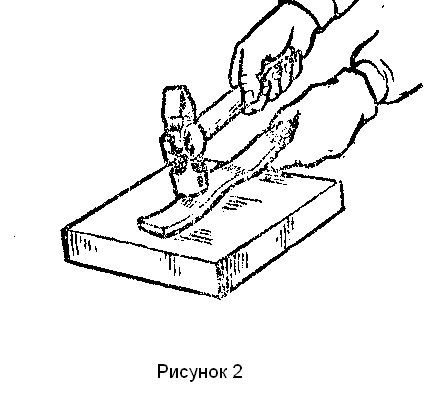
Випрямляння штабового металу здійснюється так: на випнутому боці крейдою позначають межі згинів, після чого лівою рукою, попередньо надягнувши на неї рукавицю, беруть штабу (смугу), а правою — молоток і займають робоче положення (рис. 2). Смугу розміщують на правильній плиті так, щоб вона лежала випнутістю догори, торкаючись плити у двох точках. Удари наносять по
випнутих частинах, регулюючи силу удару залежно від товщини смуги і величини кривизни: чим більше викривлення і товща смуга, тим сильнішими мають бути удари. В міру випрямляння смуги силу ударів послаблюють
і частіше перевертають смугу з одного боку на інший до
повного випрямлення. При кількох випинах спочатку випрямляють найближчі до кінців, а потім — розміщені посередині. Результати випрямляння (прямолінійність заготовки) перевіряють на око, а точніше — на розмічальній плиті на просвіт або накладанням лінійки на смугу.
Випрямляння прутка. Після перевірки на око на випнутому боці прутка крейдою позначають межі вигинів. Потім пруток кладуть на плиту або ковадло так, щоб зігнута частина знаходилася випнутістю догори (рис 3). Удари наносять по випнутій частині від країв згину до середини, регулюючи силу ударів залежно від діаметра прутка і величини згину. В міру випрямляння згину силу ударів зменшують і, повертаючи пруток навколо своєї осі, закінчують випрямляння легкими ударами. Якщо пруток має кілька згинів, спочатку випрямляють ближчі до кінців, а потім — розміщені посередині.

Випрямляння листового металу складніше, ніж попередні операції. Листовий метали і вирізані з нього заготовки можуть мати поверхню хвилясту або з випинами. На заготовці, що має хвилястість по краях спочатку обводять крейдою чи м'яким графітовим олівцем
хвилясті ділянки. Після цього заготовку кладуть на плиту так, щоб її краї не звисали, а лежали повністю на опорній поверхні. Притискуючи заготовку рукою, починають випрямляння. Щоб розтягнути середину заготовки, удари молотком наносять від середини до краю. Кружечки менших діаметрів відповідають ударам меншої сили, і навпаки, тобто сильніші удари наносять посередині і зменшують їх силу в міру наближення. Особливої акуратності, уважності та обережності дотримуються
при випрямлянні заготовок з тонкого листового металу. Удари наносять несильні, бо при неправильному ударі бокові грані молотка можуть або пробити листову заготовку, або сприяти натягу металу. Тонкі листи випрямляють дерев'яними молотками-киянками,
мідними, латунними або свинцевими молотками, а дуже
тонкі листи кладуть на рівну плиту і випресовують металевими або дерев'яними брусками.
Випрямляння короткого пруткового матеріалу виконують на призмах у правильних плитах або простих підкладках, наносячи удари молотком по випнутих місцях і викривленнях. Ліквідувавши випнутості, досягають прямолінійності, наносячи легкі удари по всій довжині прутка і повертаючи його рукою. Прямолінійність
перевіряють на око або на просвіт між плитою і прутком.
Дуже пружні чи товсті заготовки випрямляють на двох призмах, наносячи удари через м'яку прокладку для запобігання забоїн на заготовках. Якщо зусилля, що розвивається молотком, недостатнє для випрямляння,
застосовують ручні або механічні преси.
Випрямляння валів (діаметром до 300 мм) на ручних пресах (рис. 4, а) виконують так. Вал 2 кладуть на призми 4 і 5, а натиск здійснюють гвинтом 3. Прогин визначають в центрах 1 за допомогою індикатора 6 (рис.4, б).
Для ліквідації залишкових напружень відповідальні вали повільно нагрівають протягом 30...60 хв — до 400...500 °С, а потім поступово охолоджують.

Випрямляння методом підігрівання (безударне). Профільний метал (таврового та двотаврового перерізу, кутники, швелери), пустотілі вали, товсту листову сталь, поковки випрямляють з нагріванням зігнутого
місця (випнутості) паяльною лампою або зварювальним пальником до вишнево-червоного кольору; шари металу, що оточують випнутість, охолоджують сирим азбестом або мокрим ганчір'ям. Оскільки нагрітий метал пластичніший, при охолодженні струменем стиснутого повітря він стискується і випрямляється.
Випрямляння наклепом здійснюють, поклавши зігнутий вал на рівну плиту випнутістю донизу, наносячи невеликим молотком часті й легкі удари по поверхні вала.
Після утворення на поверхні наклепаного шару просвіт між валом і плитою зникає — випрямляння припиняють.