4.Вертикальный оптиметр.
Оптиметр вертикальный проекционный предназначен для контактных измерений наружных линейных размеров изделия методом сравнения с концевыми мерами 4 и 5-го разрядов (1 и 2-го классов), калибрами и деталями-образцами. На оптиметре можно производить измерения концевых мер длины, калибров, толщины листов, диаметров шариков, проволочек и т.д.
На массивном основаниии прибора расположен предметный столик и жестко закреплена стойка . По стойке вращением гайки может устанавливаться на требуемой высоте и закрепляться винтами кронштейн . В кронштейне при отстопоренном винте свободно двигается измерительный шпиндель, опускающийся под собственным весом.Визуальное наблюдение осуществляется в окуляр .
Билет №16
1.Посадки шпоночных соединений. Примеры обозначения.
Шпоночные соединения применяются для соединения деталей машин (зубчатых колёс, шкивов, муфт, роликов, дисков, кулачков, рукояток и др.) с валами при невысоких требованиях к точности центрирования соединяемых деталей.Особенностью шпоночных соединений является то, что в сопряжении участвует три элемента: поверхность паза на валу, поверхность поза во втулке и поверхность шпонки.Основными недостатками шпоночных соединений являются: малая несущая способность; ослабление валов шпоночными пазами; концентрация напряжений из-за неблагоприятной формы шпоночных пазов. В связи с этим шпонки используются, как правило, в малонагруженных соединениях.По ширине для призматических шпонок предусмотрено три варианта соединения: свободное, нормальное и плотное.По ширине для сегментных шпонок предусмотрено два варианта соединения: нормальное и плотное.Допускается так же свободное соединение шпонки с валом и втулкой. Посадки для сопряжений клиновых шпонок не нормируются, так как соединение осуществляется осевым смещением шпонки, т. Е. имеет место регулируемая посадка с натягом.
2. Методика выбора средств измерения.
При выборе средств измерений в первую очередь должно учитываться допустимое значение погрешности для данного измерения, установленное в соответствующих нормативных документах.Иначе допустимая погрешность измерения должна быть регламентирована в технической документации на изделие.При выборе средств измерения должны также учитываться:допустимые отклонения;методы проведения измерений и способы контроля.
Для оптимального выбора средств измерений необходимо обладать следующими исходными данными:номинальным значением измеряемой величины;величиной разности между max и min знач. измеряемой величины, регламентируемой в нормативной документации;сведениями об условиях проведения измерений.
При выборе средств измерений необходимо учитывать предпочтительность стандартизированных средств измерений.
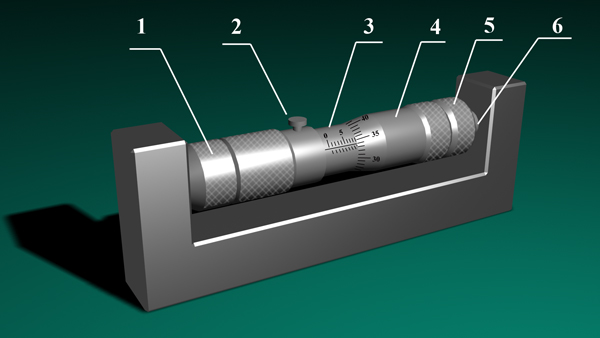
3. Нутромеры: конструкция, метрологические показатели, методика измерения.
Нутромер- прибор для измерения внутреннего диаметра или расстояния между двумя поверхностями. Точность измерений нутромером 0,01 мм. Сост из головки и сменных калиберных стержней . Микрометрическая головка состоит из микрометрического винта6 , расположенного внутри барабана 4, колпачка 5, стебля 3, стопорного устройства 2 и сменного наконечника 1. С помощью сменных наконечников (удлинителей) увеличивают предел измерений.По ,нижним штрихам отсчитывают целое число миллиметров, а по верхним — 0,5 мм. Сотые доли миллиметра определяются при помощи делений на нониусе, поверхность которого разделена штрихами в виде образующих нониуса на 50 равных частей.При повороте на одно деление стебель 3 перемещается вдоль оси на 1/50 шага, т. е. на расстояние, равное 0,5 мм : 50 = 0,01 мм.