

Смеситель; 2- вальцы; 3- микструдер; 4- четырехвалковый каландр; 5- тянущее устройство; 6- охлаждающее устройство; 7- нож для обрезки кромок; 8- рулонирование.
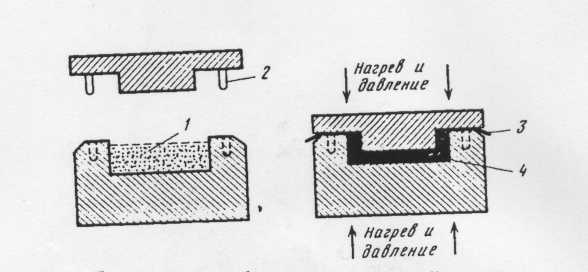
Рис. 28. Схематическое изображение пресс-формы, используемой в процессе прямого формования:
Полость формы, наполненная термоактивным материалом; 2- направляющие шипы; 3- заусенец; 4- сформованное изделие.
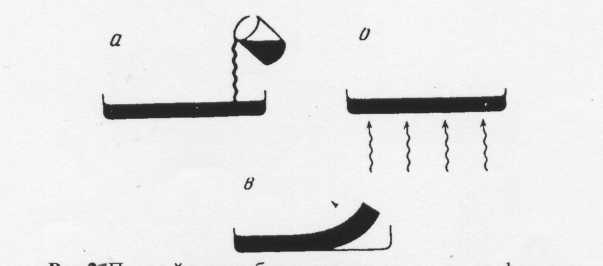
Рис. 29. Простейшее изображение процесса литья в форме: а- наполнение чашки Петри форполимером и отвердителем; б- нагревание в печи; в- извлечение из формы остывшего продукта.
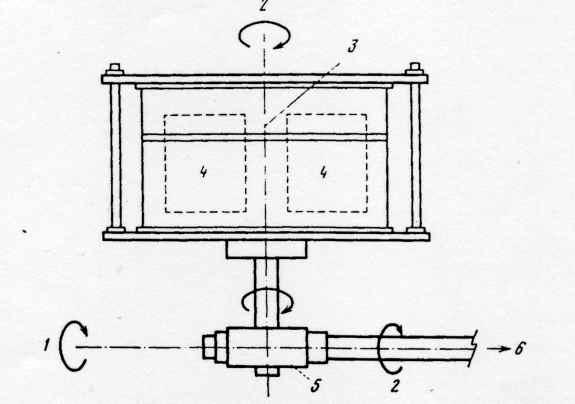
Рис. 30. В процессе ротационного литья полые формы, наполненные полимерным материалом, одновременно вращают вокруг первичной и вторичной осей:
Первичная ось; 2- вторичная ось; 3- деталь разъемной формы; 4- полости формы; 5- кожух зубчатой передачи; 6- к мотору.
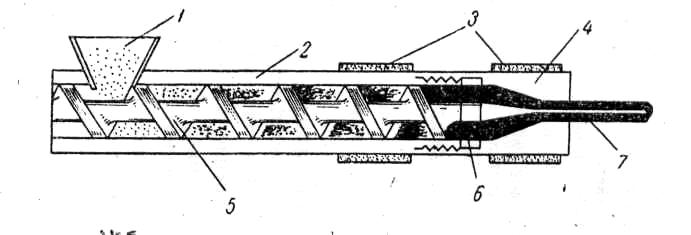
Рис. 31. Схема работы экструдера (шнекмашины):
1- загрузочный бункер; 2- цилиндр машины; 3- нагревательные элементы; 4- формующая головка; 5- шнек; 6- решетка (сетка); 7- выдавливаемый профиль.
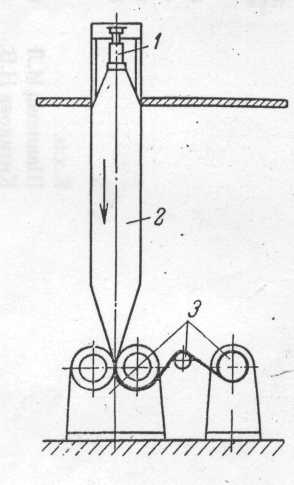
Рис. 32. Агрегат для получения пленок методом раздувания рукава (направление- вертикально вниз):
1- экструдер; 2- рукав; 3- приемное приспособление.
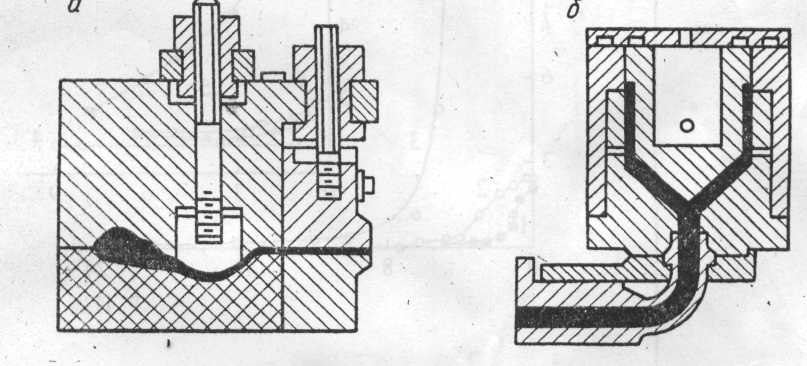
Рис. 33. Схемы головок экструдеров
Основы товароведения производственно-технических изделий из пластмасс
Лекция 10-11
Изделия из пластмасс классифицируются по назначению, способу получения (производства), по конструктивным особенностям, по комплектности.
По назначению изделия делятся на промышленного и строительного назначения, хозяйственные товары бытового назначения, посудо-хозяйственные, прочие хозяйственные изделия, галантерейные товары и культурно-бытовые изделия.
По способу производства различают: прессованные, литые, формованные, штампованные, свариваемые и склеиваемые и т.д.
По конструктивным особенностям бывают цельные и разборные с гладкой, рифленой, гравированной, орнаментной поверхностью.
По компактности подразделяют: на одиночные и комплектные.
Таблица 11. Наливные полы- механические свойства покрытия (через 20 суток при 20ºС)
Прочность при растяжении |
80 МПа |
Адгезия: к бетону |
отрыв по бетону |
Удлинение при разрыве |
4-9% |
к стали |
18 Н/ мм2 |
Ударная вязкость |
18 |
Истираемость, г/см2 |
0,010 |
Таблица 12. Устойчивость наливных полов к химическим воздействиям
Реагент |
|
реагент |
|
Вода, этиловый спирт |
+ |
Фосфорная кислота (10%) |
+ |
Бутиловый спирт, глицерин, бензин |
+ |
Дизельное топливо, моторное масло |
+ |
Муравьиная, молочная и уксусная кислота-(5%), формальдегида (37%) |
+ |
Хромовое кислота (10%), борная кислота |
+ |
Водный раствор аммиака (5%), формальдегида (37%) |
+ |
Толуол, ксилол, бензол |
± |
Концентрированные растворы щелочей |
+ |
Ацетон, бутилацетат, |
- |
Раствор каустической соды 30% |
+ |
четыреххлористый углерод |
± |
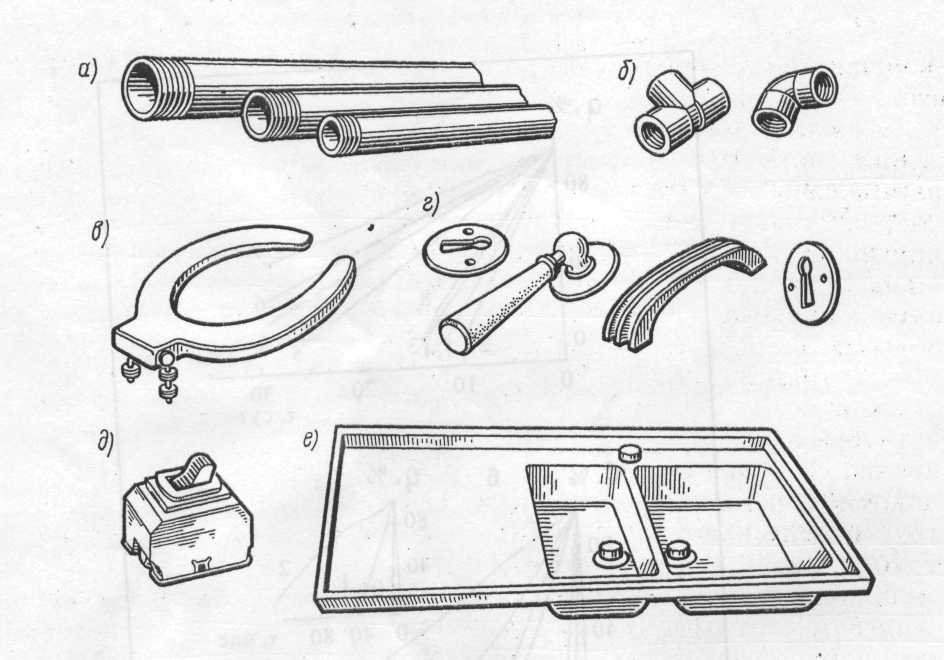
Рис. 41. Различные изделия из пластмасс:
а- трубы; б- санитарно-техническая арматура; в- крышка унитаза; г- дверные приборы; д- электровыключатель; е- мойка.
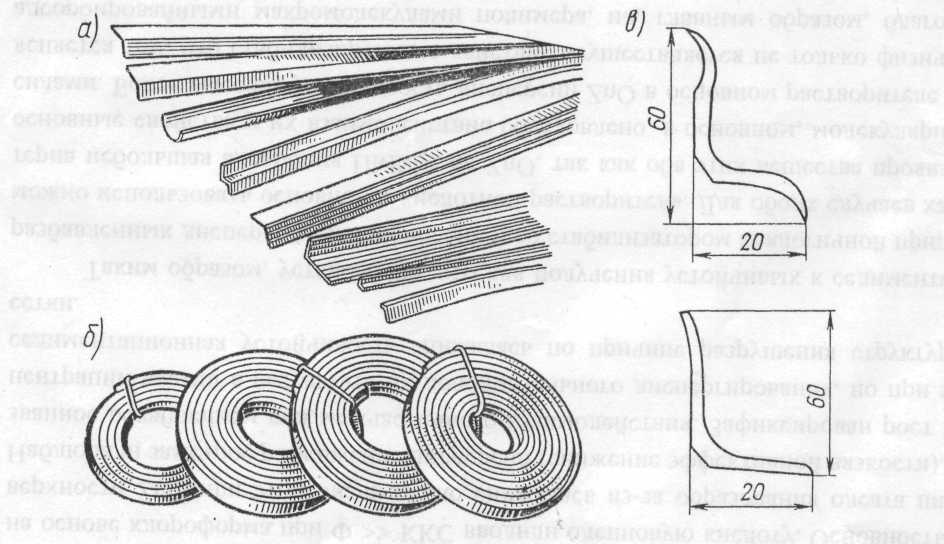
Рис. 42. Виды погонажных изделий:
а- защитные уголки; б- поручни; в- плинтусы.
Характерные дефекты изделий из теромпластов :
полученных литьем под давлением, - это недолив, перелив, стыковые швы и усадочные раковины;
прессованных изделий из реактопластов - инородные включения, недопрессовка, разводы, утолщенный грат и др. ;
изготовленных литьем под давлением штампованием - вздутия, коробления, трещины, царапины, разнотонность, серебристость и др.