

31. Расчет на прочность сварных нахлесточных и тавровых соединений. Допускаемые напряжения для сварных швов при статических и динамических нагрузках.
Сварное нахлесточное соединение
выполняют фланговыми, лобовыми или
косыми угловыми швами. Угловые швы в
конструкциях часто не предназначены
для передачи нагрузок, т.к. обладают
высокой конц-ей напряжений. Осн хар-ками
углового шва явл-ся ![]() – катет и
– катет и ![]() – раб высота. Величина нахлестки
– раб высота. Величина нахлестки ![]() должна быть не менее
должна быть не менее ![]() (
(![]() ).
).
Условие прочности нахлесточного соед-я
фланговым швом имеет вид: ![]() .
.
Для уменьшения касательных напряжений
лобовые швы накладывают с двух сторон
Расчет лобовых швов (как и фланговых)
ведут по напряжениям среза: ![]() .
.
Применяют также комбинированные швы,
состоящие из фланговых и лобовых и косые
швы:![]()
![]() ,
где
,
где ![]() - периметр комбинированного шва;
- периметр комбинированного шва; ![]() - периметр косого шва.
- периметр косого шва.
Расчет тавровых сварных соед-й ведут аналогично стыковым и нахлесточным сварным соед-ям в зависимости от используемых типов швов:
- для стыкового шва расчет проводят по
норм напряж-ям растяжения: ![]() ;
;
- для углового шва расчет проводят по напряжениям среза: .
О
Прочность сварного соед-я зависит от: качества осн-го мат-ла; совершенства технол-го процесса сварки; конструкции соед-я и способа сварки; характера действующих нагрузок.
Допуск напряж-я на растяжение осн металла
при статических нагрузках: ![]() ,
,
где ![]() – допускаемый коэффициент запаса
прочности (в зависимости от используемой
стали);
– допускаемый коэффициент запаса
прочности (в зависимости от используемой
стали);![]() - предел текучести основного металла;
- предел текучести основного металла;
![]() - допускаемое напряжение на растяжение
основного металла.
- допускаемое напряжение на растяжение
основного металла.
Допуск напряж-я для сварных швов при
стат нагрузке ![]() задают в долях от допуск напряж-я на
растяжение осн металла
:
задают в долях от допуск напряж-я на
растяжение осн металла
:
![]() - при растяжении (сжатии);
- при растяжении (сжатии);
![]() - при срезе.
- при срезе.
При переменных нагрузках значения
допускаемых напряжений снижают умножением
на коэффициент ![]() :
:
![]() ,
где
,
где ![]() - эффективный коэффициент концентрации
напряжений;
- эффективный коэффициент концентрации
напряжений; ![]() - коэффициент асимметрии цикла;
и
- коэффициент асимметрии цикла;
и ![]() - числовые коэффициенты.
- числовые коэффициенты.
Верхние знаки в этой формуле принимают, если больше абсолютное значение растягивающего напряжения, а нижние - сжимающего.
Для углеродистых сталей принимают ![]() и
и ![]() ,
а для низколегированных
,
а для низколегированных ![]() и
и ![]() .
Значение эффективных коэффициентов
концентрации напряжений
для стали принимают в зависимости от
типа сварного шва:
.
Значение эффективных коэффициентов
концентрации напряжений
для стали принимают в зависимости от
типа сварного шва: ![]() - для стыковых швов;
- для стыковых швов; ![]() - для лобовых швов;
- для лобовых швов; ![]() - для фланговых швов.
- для фланговых швов.
Пути повышения прочности сварных соединений: применение соответствующего типа сварки и электрода; равномерное нагружение сварных швов; применение соответствующего профиля сварного шва; применение нескольких сварных швов.
32. Общие сведения и расчет соединений с натягом
Соед-е 2х деталей можно осуществить без применения болтов, шпонок, сварных швов и т.д., для этого достаточно при сборке запрессовать одну деталь в другую. При этом диаметр охватыв-емой детали делают больше, чем диаметр отверстия охват-ющей детали.
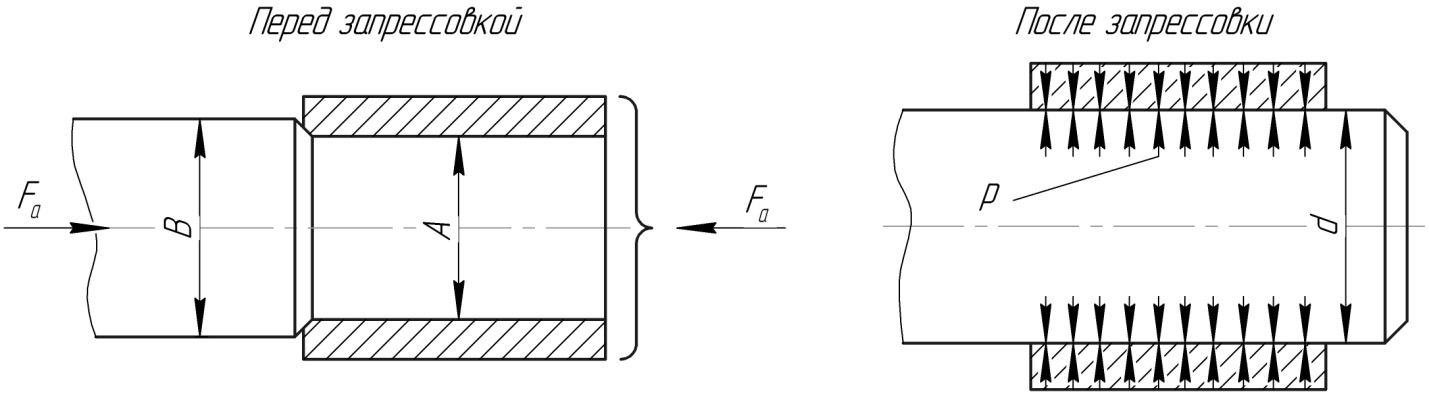
Натягом ![]() называют положительную разность
диаметров вала и отверстия:
называют положительную разность
диаметров вала и отверстия: ![]()
В месте соединения детали упруго
деформируются - диаметр посадочных
(контактирующих) поверхностей становится
общим ![]() ,
на поверхностях деталей возникает
контактное давление
,
на поверхностях деталей возникает
контактное давление ![]() и соответствующие ему силы трения. Силы
трения обеспечивают неподвижность
соединения и позволяют воспринимать
вращающий момент, осевую силу и изгибающий
момент.
и соответствующие ему силы трения. Силы
трения обеспечивают неподвижность
соединения и позволяют воспринимать
вращающий момент, осевую силу и изгибающий
момент.
Нагрузочная способность соединения зависит от величины натяга, который в свою очередь зависит от величины нагрузки.
Соединения деталей с натягом относят к неразъемным соединениям условно, т.к. они допускают ограниченное число разборок и новых сборок.
Достоинства соед-й с натягом: простота конструкции; хорошее восприятие больших стат и динам нагрузок; хорошее центрирование соед-х деталей; возможность разборки соед-й.
Недостатки соединений с натягом: сложность разборки; возможность уменьшения натяга соединяемых деталей и повреждения их посадочных поверхностей при сборке (запрессовке), а вследствие этого – требование повышенной точности изготовления посадочных поверхностей; высокая концентрация напряжений у краев отверстия втулки.
По способу сборки различают соединения с натягом выполненные: прессованием; температурным деформированием (нагревом втулки либо охлаждением вала).
Прессование – достаточно распространенный и несложный способ сборки, выполняемый на прессах; однако, у данного метода есть недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей (а, следовательно, уменьшение натяга), возникновение неравномерных деформаций деталей по длине контакта и повреждений их торцов. Срезание и смятие шероховатостей приводят к ослаблению прочности соединения до 1,5 раз по сравнению с соединением выполненным температурным деформированием.
Сборку температурным деформированием
выполняют с предварительным нагревом
охватывающей (втулки) или с охлаждением
охватываемой детали (вала). Температура
нагрева должна быть ниже температуры
низкого отпуска, чтобы не происходило
структурных изменений в металле, т.е.
изменений физико-механических свойств
материала (для сталей - ![]() ,
для бронз -
,
для бронз - ![]() ).
Для охлаждения вала используют твердую
углекислоту
).
Для охлаждения вала используют твердую
углекислоту ![]() или жидкий воздух
или жидкий воздух ![]() ).
).
Основной задачей расчета соединения с гарантированным натягом является выбор посадки, обеспечивающей передачу заданной нагрузки.
При определении несущей способности соединения принимают допущение – контактные давления распределяются равномерно по поверхности контакта.
Критерии работоспособности соединений с натягом: прочность соединения - за счет неподвижности деталей, которая обеспечивается силами трения, возникающими на поверхности контакта; прочность деталей, образующих соединение, т.к. натяг может вызвать их разрушение или недопустимые деформации.