

11. Схемы обработки заготовки точением и сверлением
8.Типы фрез и их наладка Цилиндрические фрезы ,Торцовые фрезы ,Дисковые фрезы Угловые фрезы ,Шпоночные фрезы ,Фрезы для обработки т-образных пазов ,Фасонные фрезы.
По способу закрепления все фрезы можно разделить на инструменты с отверстием (насадные) и концевые с цилиндрическим или коническим хвостовиком. Зубья у фрез могут быть остроконечными и затылованными . Первые затачиваются по задней поверхности, вторые — по передней, что сохраняет профиль зуба. Затылованные зубья делают у фасонных и модульных фрез. У остальных фрез зубья остроконечные. Фрезы изготавливают из легированных сталей марок 9ХС и ХВГ, быстрорежущейстали Р18, с пластинками твердого сплава Т25Х6, т14к8, т15кю, ВК2, ВК4, ВК6, ВК8 и других инструментальных материалов.
23.
Наростообразование при резании.
При резании металлов, вследствие
происходящих при этом деформаций,
металл сходящей стружки нагревается
особенно сильно в месте контакта с
передней поверхностью резца, становится
пластичным, и частицы его, отделяясь
от стружки, спрессовываются на передней
поверхности резца. При длительном
соприкосновении обрабатываемого
металла с поверхностью резца такое
наслоение становится значительным и,
прикрывая собой режущую кромку резца,
предохраняет его частично от износа,
но ухудшает при этом чистоту обработанной
поверхности. Такое наслоение металла
называется наростом (рис. 114)
Нарост тверже обрабатываемого металла
и мягче материала резца. Вырастая до
некоторых размеров, нарост отрывается
и уносится со стружкой, вместе с наростом
отрываются и микрочастицы передней
поверхности резца, таким образом
постепенно ее разрушая. Наростообразование
может происходить при строгании стальных
деталей длиной в несколько
метровНаростообразования не наблюдается
при строгании коротких деталей, при
долблении, при обработке чугуна и других
хрупких материалов, при обработке
чистых металлов (не сплавов).
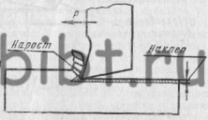
22.Наклеп. Пластические деформации наблюдаются не только на стружке, но и на обработанной поверхности, проникая в глубь обработанного металла. Обработанная поверхность изменяет свое состояние, становится тверже, плотнее. Такое уплотнение материала при обработке резанием называют наклепом (см. рис. 114).
Твердость поверхности с наклепом становится тем больше, чем больше затупится резец. Это обстоятельство следует учитывать при обработке поверхности при чистовом и особенно при тонком строгании.
На величину и глубину наклепа обработанной поверхности оказывает влияние ряд факторов, главными из которых являются свойства обрабатываемого металла, угол резания, радиус закругления режущей кромки инструмента, толщина срезаемого слоя (подача), износ инструмента, скорость резания.
24.Износ
инструмента.Понятие размерного износа.
Износ
инструмента характеризуется величиной
площадки износа по задней поверхности.
При обработке поверхностей качения
опор ТБ величина оптимального износа
инструмента по задней поверхности
составляет ![]() .
.
Процесс обработки характеризуется технологическими режимами: скоростью v, глубиной t, подачей S. Обработка бандажей и роликов ТБ осуществляется в диапазоне низких скоростей и ее варьирование практически невозможно. Кроме того, в интервале скоростей резания 13…30 м/мин не было выявлено четкой зависимости между скоростью резания и периодом стойкости инструмента [1].
Из опыта обработки известно, что наиболее подходящим материалом для режущей части инструмента для обработки бандажей и роликов является твердый сплав Т5К10.
Таким
образом, стойкость режущего инструмента
будет зависеть от геометрических
параметров режущей части и технологических
режимов обработки – глубины резания ![]() и
подачи
и
подачи ![]() .
.
Известна зависимость стойкости резца от геометрических параметров режущей части, полученная для случая обработки бандажа инструментом, оснащенным пластиной сплава Т5К10, и использовании технологических режимов: м/мин, мм/об, мм [1]:
,
где ![]() -
главный передний угол резца;
-
главный передний угол резца; ![]() -
главный задний угол;
-
главный задний угол; ![]() -
угол наклона главного режущего
лезвия;
-
угол наклона главного режущего
лезвия; ![]() -
главный угол в плане.
-
главный угол в плане.