

Восстановление деталей автоматической наплавкой под слоем флюса.
Цель работы: 1. Знакомство с наиболее распространенным способом
восстановления деталей;
2. Знакомство с технологическими параметрами наплавки, от
которых зависит качество;
3. Знакомство с оборудованием и материалами,
применяемыми при восстановлении деталей.
Достоинства автоматической наплавки под флюсом:
1) высокая производительность (в 5-10 раз выше ручной);
2) высокое качество шва;
3) экономия электродных материалов (при ручной наплавке – 20-30 %, при автоматической – 2-3 %);
4) значительная экономия электроэнергии;
5) условия труда оператора на установке для автоматической наплавки значительно лучше, чем при ручной;
6) не требуется высокая квалификация исполнителя.
Автоматическая наплавка под флюсом получила широкое распространение в ремонтной практике.
Оборудование для автоматической наплавки под флюсом.
Узлы установки для наплавки:
1) станок или другое устройство для вращения (перемещения) детали;
2) автоматическая наплавочная головка;
3) источник питания сварочной дуги.
Устройство головки А-580М.
Головка предназначена для автоматической наплавки под флюсом деталей, имеющих форму тел вращения диаметром от 40 до 650 мм. Головка устанавливается на суппорте токарного станка. Наплавляемая деталь закрепляется в патроне станка или в центрах. Станок также оборудуют дополнительными уменьшающими редукторами.
Техническая характеристика головки А-580М:
1. Диаметр применяемой электродной проволоки 1-3 мм.
2. Сварочный ток до 600 А.
3. Скорость подачи электродной проволоки 49-408 м/ч.
4. Регулирование скорости подачи – ступенчатое (сменные шестерни).
5. Скорость наплавки 12-40 м/ч (коробка скоростей станка).
6. Вертикальный ход головки 325 мм.
7. Скорость вертикального перемещения головки 0,25 м/мин, привод – электрический.
Головка А-580М состоит из следующих узлов:
Подающий механизм.
Мундштуки.
Подвески.
Механизм подъема колонны с суппортом.
Кронштейн с бункером для флюса.
Пульт и шкаф управления.
Кинематическая схема подающего механизма
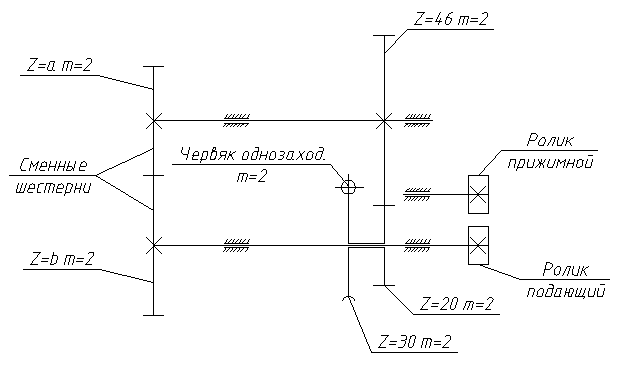
Рис. 11
П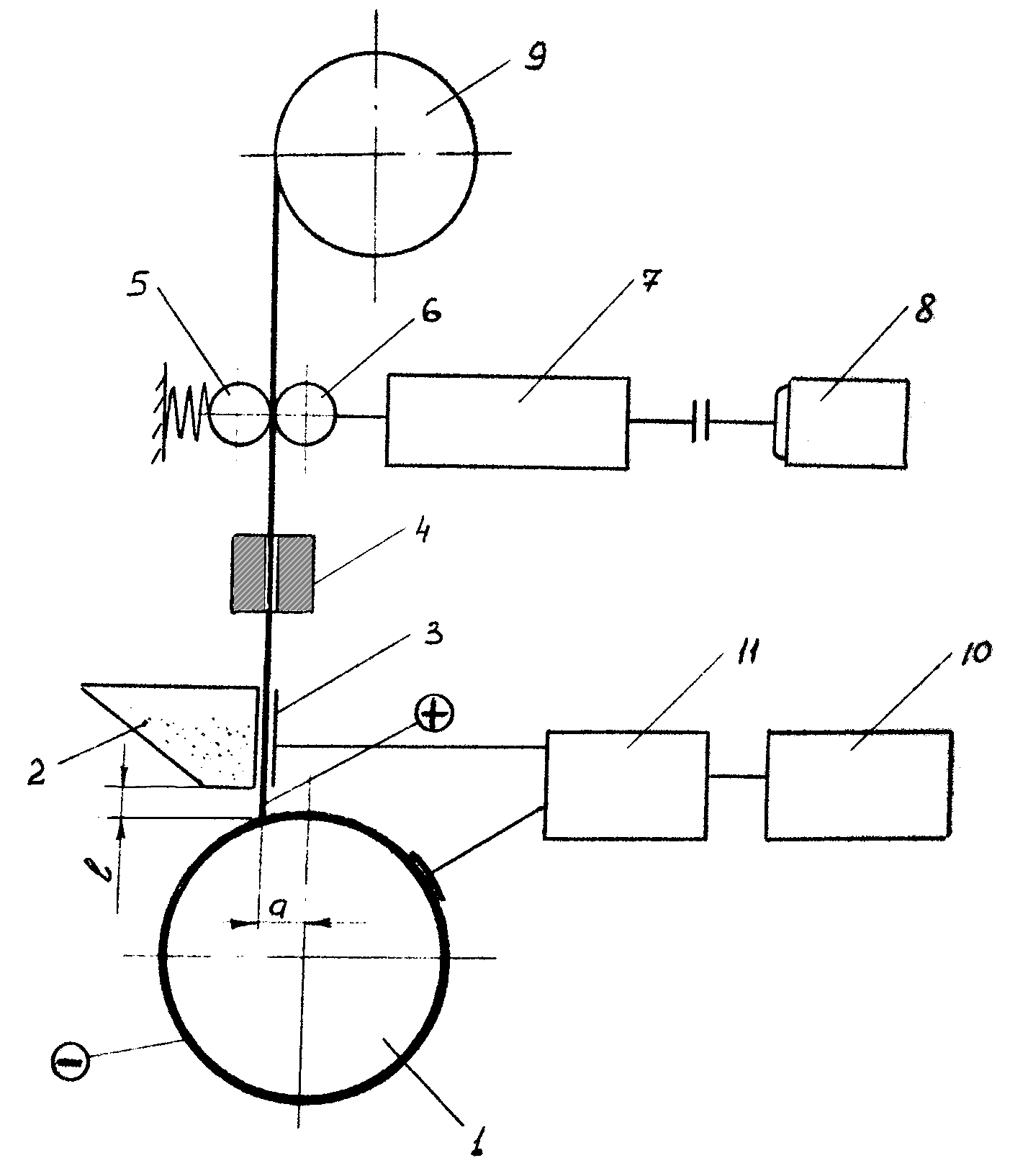 ринципиальная
схема наплавочной головки
ринципиальная
схема наплавочной головки
Рис. 10
1- деталь; 2- бункер; 3- мундштук; 4- очиститель от ржавчины; 5- прижимной ролик; 6- ведущий ролик; 7- редуктор; 8- электродвигатель; 9- кассета с проволокой; 10- выпрямитель; 11- аппаратный ящик
Скорость подачи электродной проволоки устанавливается сменными шестернями по зависимости:
 где
где
Vпод – скорость подачи электродной проволоки, м/ч
a – число зубьев ведущей шестерни.
b – число зубьев ведомой шестерни.
Выбор режимов наплавки:
Исходя из диаметров наплавляемой детали согласно графику величина тока равно 200 А ( D = 170 мм).
По выбранной величине тока подбираем необходимый диаметр проволоки из таблицы 2.
I = 120…200 A; d = 1,6 мм.
Скорость подъёма электродной проволоки:





Скорость наплавки:


Частота вращения детали:

Вылет
электрода:



Величина
смещения электрода:


Толщина
слоя наплавки:
 мм,
мм,
где
 мм – износ детали на сторону.
мм – износ детали на сторону.
 -
общий припуск на обработку на сторону,
мм.
-
общий припуск на обработку на сторону,
мм.
Далее из таблицы 3 выбираем марку электродной проволоки: твердость наплавленного слоя 200 НВ – марка Св – 0,8.
Наиболее часто при наплавке применяется флюс АН – 348 А. Он хорошо защищает наплавочный металл, дуга горит устойчиво, незначительно выделение вредных газов, хорошо счищается шлак с наплавочного металла.
Время на наплавку:
где
 - длина наплавляемой поверхности, мм.
- длина наплавляемой поверхности, мм.
- толщина наплавки, мм.
 -
диаметр наплавляемой детали, мм.
-
диаметр наплавляемой детали, мм.
 – диаметр
электродной проволоки, мм.
– диаметр
электродной проволоки, мм.
 -
скорость подачи электродной проволоки,
м/ч (корректируется по стандартному
ряду)
-
скорость подачи электродной проволоки,
м/ч (корректируется по стандартному
ряду)
 -
КПД наплавки (
-
КПД наплавки ( )
)
