

Исследование дефектов гильз цилиндров
Цель работы : 1. Приобретение практических навыков пользования
измерительными приборами и инструментом
2. Исследование хорактера и определение величины износов
рабочих поверхностей гильз.
3. Установление способов устранения дефектов
Схема замеров биения
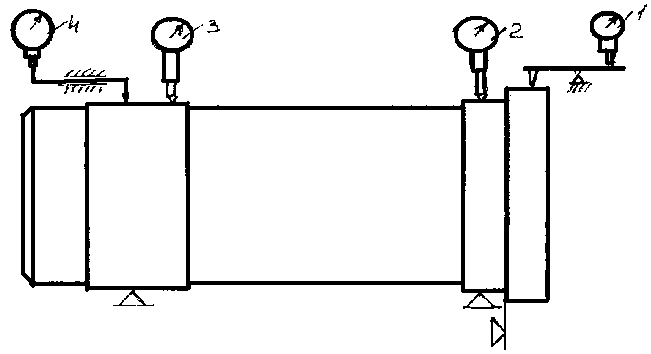
1,2,3,4 – индикаторы
Рис. 7
Перед измерением настраивают индикаторы 1,2,3 и 4 контрольного приспособления на нуль путем установки вместо гильзы колец-калибров соответствующего диаметра.
Схема измерения гильзы цилиндра

Рис. 8
Работоспособность двигателя определяется, в основном, состоянием рабочих поверхностей гильз цилиндров, которые изготавливаются, в основном, из чугуна (ЯМЗ, ЗИЛ, ЗМЗ, КамАЗ) с твердостью рабочей поверхности HRC=40…50. Характерными эксплуатационными дефектами гильз являются износ или задиры рабочей поверхности гильзы, деформация или кавитационное разрушение посадочных поясков, обломы, трещины, раковины на наружной поверхности гильзы, деформация опорного бурта.
Износ внутренней рабочей поверхности гильз выражается в увеличении ее диаметра и выражается искажением геометрической формы. При значительном износе внутренняя поверхность гильзы приобретает по длине форму неправильного конуса, а по диаметру – овала.
Максимальный износ гильзы по направляющей находится в месте установки верхнего компрессионного кольца при нахождении поршня в ВМТ, а по сечению - в плоскости, перпендикулярной оси поршневого кольца.
Основным методом восстановления износа рабочей поверхности гильзы являеися обработка под ремонтный размер. Если поле допуска ремонтного размера недостаточно для исправления геометрической формыгильзы, применяют пластинирование.(растачивание гильзы под запрессовку стальной ленты [втулки] и обработка последней под номинальный размер). Растачивают гильзы на специальных расточных станках с последующим хонингованием.
Изношенные посадочные размеры гильз восстанавливают осталиванием или автоматической электродуговой наплавкой под слоем флюса с последующей обработкой под соответствующий размер блока цилиндров.
Для восстановления опорного бурта применяют наплавку под слоем флюса, а также способпостановки дополнительных компенсационных колец.
Оборудование и оснастка рабочего места:
1.Лабораторный стол
2. Индикаторный нутромер НИ 100-160
3. Кольца – калибры
4. Приспособление для контроля гильз цилиндров
5. Штангенглубиномер
6. Технические условия на контроль – сортировку
Расчет гильзы на ремонтный размер
DP=DH+2(Umax+Z),
где DH – номинальный размер гильзы цилиндра, мм;
Umax – максимальный износ цилиндра на сторону, мм.
Припуск на обработку: на растачивание 0,10…0,15 мм (на диаметр), на хонингование 0,40…0,06 (на диаметр).
Гильза 1: Umax=(130,2-130)/2=0,1 мм;
DP=130+2(0,1+0,12+0,05)=130,54 мм.
Гильза 2: Umax=(130,19-130)/2=0,095 мм;
DP=130+2(0,095+0,12+0,05)=130,53 мм.
Вывод: обе гильзы требуют обработки под 2ой ремонтный размер 130,54 мм.
Результаты измерений
Таблица 4
Наименование параметра |
Номинальное значение |
Номер гильз цилиндров |
|
1 |
2 |
||
Радиальное биение Д1 |
0…-0,16 |
-0,28 |
- |
Радиальное биение Д2 |
-0,04…-0,10 |
-0,21 |
- |
Радиальное биение Д3 |
-0,04…-0,10 |
-0,21 |
- |
Диаметр рабочей поверхности гильзы: |
130 |
130+0.03 |
130+0.07 |
Плоскость А-А I |
|||
II |
|
130+0.16 |
130+0.17 |
III |
|
130+0.11 |
130+0.15 |
IV |
|
130+0.17 |
130+0.17 |
V |
|
130+0.06 |
130+0.17 |
Плоскость В-В I |
|
130+0,06 |
130+0,12 |
II |
|
130+0.20 |
130+0.18 |
III |
|
130+0.15 |
130+0.19 |
IV |
|
130+0.13 |
130+0.15 |
V |
|
130+0.06 |
130+0.06 |
Овальность |
|
0,04 |
0,04 |
Конусность |
|
0,03 |
0,11 |
Овальность:

Конусность:

Эпюра износов по образующей

Рис. 9
Лабораторная работа №11.