

3.5 Обоснование выбора технологических баз.
Согласно технологическому процессу изготовления детали «Фланец», выбрали три механические операции. Первой механической операцией будет токарная, второй – токарно-фрезерная, третьей – сверлильная.
Токарная обработка ведется на токарном станке с ЧПУ, HAAS ST-45. На этом станке выполним подготовку базы для токарно-фрезерной операции. Устанавливаем заготовку в трехкулачковый патрон, лишая ее пяти степеней свободы. Левый торец заготовки является основной базой, лишает три степени свободы: перемещения вдоль оси Z и вращения вокруг осей Y и X. Наружная цилиндрическая поверхность диаметром 339 мм является двойной опорной базой. Она лишает заготовку двух степеней свободы: перемещение вдоль оси Y и X. По схеме на рисунке 3.5 а) деталь закреплена в трехкулачковом патроне с упором торца заготовки в расточку кулачков.
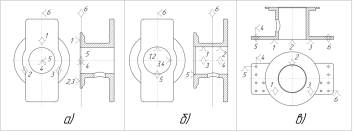
Рисунок 3.5 - Схема базирования заготовки «Фланец»:
а) на токарном станке с ЧПУ, HAAS ST-45; б) на токарно-фрезерном станке с ЧПУ, DMG MORI NEF 600; в) на сверлильном станке, 2М55.
Токарно-фрезерная обработка ведется на токарно-фрезерном станке с ЧПУ, DMG MORI NEF 600. Устанавливаем заготовку на специальную разжимную оправку. Разжимная оправка лишает заготовку пяти степеней свободы (рис. 3.5 б). Внутренняя цилиндрическая поверхность диаметром 167 мм лишает заготовку перемещение вдоль оси Y и X. Торец внутренней проточки лишает три степени свободы: перемещения вдоль оси Z и вращения вокруг осей Y и X.
Сверлильная обработка ведется на сверлильном станке, 2М55. Устанавливаем заготовку в сверлильный кондуктор. Кондуктор лишает заготовку 6 степеней свободы (рис. 3.5 в).
Согласно технологическому процессу изготовления детали «Звездочка», выбрали четыре механических операций. Первой механической операцией будет токарная, второй – долбежная, третьей – зубофрезерная, четвертой – токарная.

Рисунок 3.6 - Схема базирования заготовки «Фланец»:
а) на токарном станке с ЧПУ, HAAS TL-1; б) на долбежном станке ГД-200; в) на зубофрезерном станке 5К32; г) на токарном станке с ЧПУ, HAAS ST-35.
Токарная обработка ведется на токарном станке с ЧПУ, HAAS TL-1. Устанавливаем заготовку в трехкулачковый патрон, лишая ее пяти степеней свободы (рис. 3.6 а).
Долбежная обработка ведется на долбежном станке ГД-200. Устанавливаем заготовку в трехкулачковый патрон, лишая ее шести степеней свободы (рис. 3.6 б).
Зубофрезерная обработка ведется на зубофрезерном станке 5К32. Устанавливаем заготовку на цилиндрическую оправку, лишая ее пяти степеней свободы (рис. 3.6 в).
Токарная обработка ведется на токарном станке с ЧПУ, HAAS ST-35 (рис. 3.6 г).
3.6 Выбор способов и обоснование количества переходов по обработке поверхностей заготовки
Выбор метода обработки поверхности заготовок произвели рационально. Выбор зависел от служебного и функционального назначения поверхностей, требований по геометрической точности и т.д.
Для детали «Фланец» стойки передней из серого чугуна СЧ35 при программе выпуска 250 штук в год выбрали маршруты обработки элементарных поверхностей в соответствии с таблицей 3.4, а обозначили поверхности на рисунке 3.7.
Для детали звездочка стойки передней из стали 35 при программе выпуска 250 штук в год выбрали маршруты обработки элементарных поверхностей в соответствии с таблицей 3.5, а обозначили поверхности на рисунке 3.8.

Рисунок 3.7 - Геометрические характеристики «Фланца» с обозначением поверхностей
Таблица 3.4 - Маршруты обработки поверхностей фланца
|
№ поверхности |
Вид поверхности |
Варианты маршрута обработки |
|
|
первый |
второй |
||
|
1,2 |
Цилиндрическая внутренняя |
Растачивание черновое Растачивание чистовое |
-
- |
|
3,5 |
Плоская |
Точение черновое Точение чистовое |
Фрезерование черновое Фрезерование чистовое |
|
4,6 |
Цилиндрическая внешняя |
Точение черновое Точение чистовое |
- |
|
7 |
Линейная |
Фрезерование черновое Фрезерование чистовое |
- |
|
8 |
Цилиндрическая внутренняя |
Фрезерование черновое Фрезерование чистовое |
- |
|
9,11 |
Цилиндрическая внутренняя |
Сверление |
Фрезерование |
|
10 |
Цилиндрическая внутренняя |
Сверление Нарезание резьбы |
Фрезерование Нарезание резьбы |
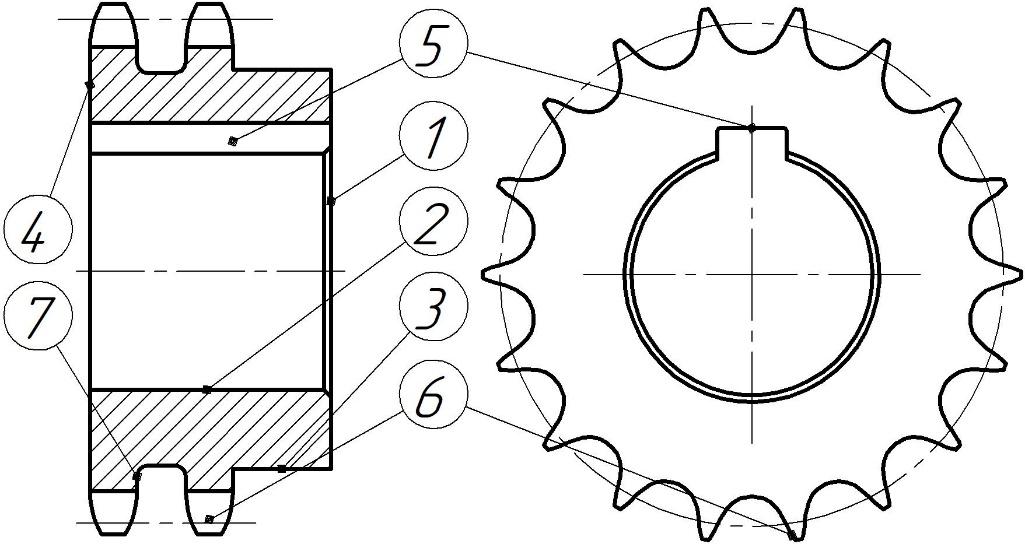
Рисунок 3.8 - Геометрические характеристики «Звездочки» с обозначением поверхностей
Таблица 3.5 - Маршруты обработки поверхностей звездочки
|
№ поверхности |
Вид поверхности |
Варианты маршрута обработки |
|
|
первый |
второй |
||
|
1,4 |
Плоская |
Точение черновое Точение чистовое |
Фрезерование черновое Фрезерование чистовое |
|
2 |
Цилиндрическая внутренняя |
Центрование Сверление Растачивание черновое Растачивание чистовое |
Сверление Растачивание черновое Растачивание чистовое |
|
3 |
Цилиндрическая внешняя |
Точение черновое Точение чистовое |
Фрезерование черновое |
|
5 |
Плоская |
Долбление |
Протяжка |
|
6 |
Линейная |
Фрезерование |
Долбление |
|
7 |
Линейная |
Точение |
- |