

Исходные данные:
1. Рабочий чертёж детали;
2. Обрабатываемый материал – сталь 45 ГОСТ 4543-76;
3. Размер партии обрабатываемых деталей nшт = 6 шт.
4. Масса детали: mд = кг.

Проектирование заготовки.
Для условий единичного и мелко серийного производства в качестве заготовки выбирается горячекатаный круглый стальной прокат по ГОСТ 2590-71 обычной точности. Из него разрезкой будут образованы цилиндрические заготовки диаметром d0 и длиной L0 .
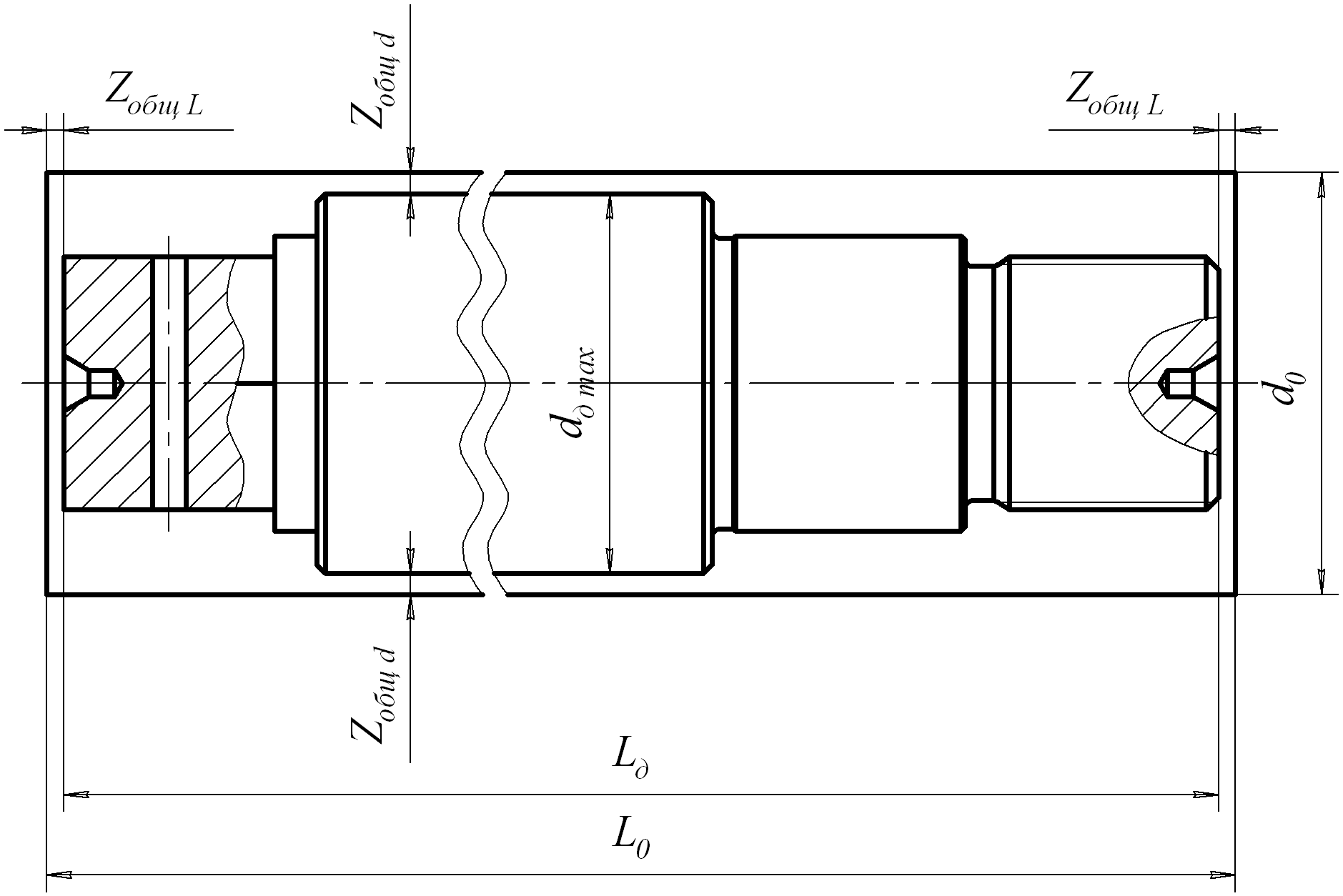
Определяем диаметр проката:
![]()
где:
dд max – наибольший размер детали, dд max = 90 мм;
2Zобщ d – общий припуск на механическую обработку диаметра, выбирается по [1, прил. 1], 2Zобщ d = 10 мм.
![]() мм.
мм.
Уточнение значения
диаметра проката по сортаменту ГОСТ
2590 – 71 по [1, прил. 2] диаметр проката
обычной точности ![]() мм.
мм.
Определение длины штучной заготовки:
![]()
где:
Lд – длина детали, Lд =600 мм;
2Zобщ L – общий припуск на обработку торцов, выбирается по[1, прил. 3], 2Zобщ L = 8 мм.
![]() мм.
мм.
Допуск на длину заготовки после разрезки по 10 ÷ 12 квалитетам составляет 250 ÷ 630 мкм.
Технические требования, предъявляемые к заготовке:
– допускаемая кривизна прутка не более 0,5 % длины (не более 3,04 мм);
– допускаемая кривизна реза прутка не более 5 мм;
– шероховатость проката RZ = 20 мкм.
Определение массы заготовки:
![]()
где:
Mпм – масса одного погонного метра заготовки, выбирается по [1, прил. 4] или [2, стр.283 ÷ 284, прил. 9], Mпм = 61,654 кг.
![]() кг.
кг.
Определение коэффициента использования материала штучной заготовки:
![]()
![]()
Материал заготовки используется на … %
Проектирование технологического процесса механической обработки детали.
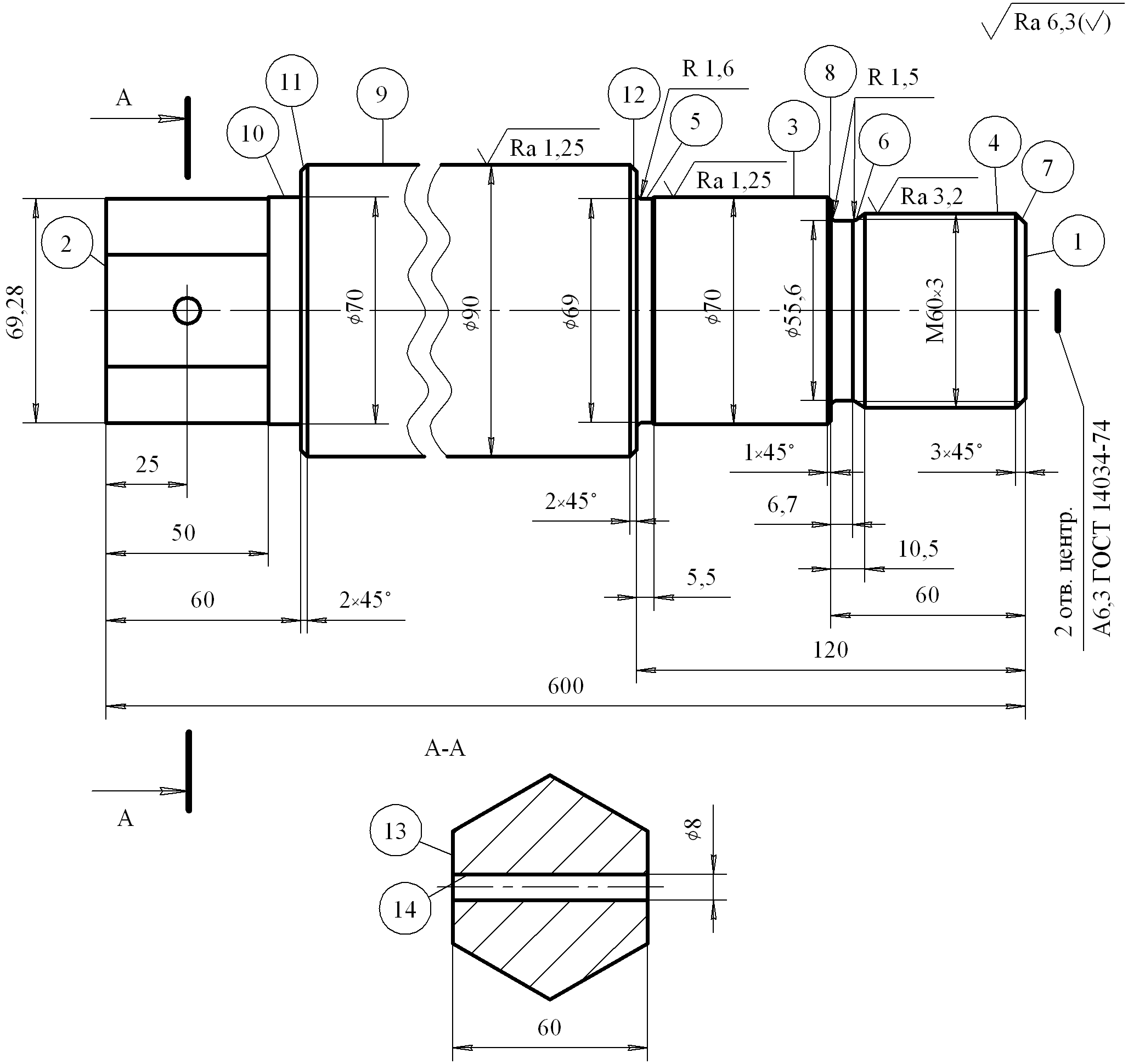
1. Исследование чертежа детали.
1.1. Выбор базирующих поверхностей.
На начальных этапах обработки в качестве базирующих поверхностей используются цилиндрическая поверхность и торец заготовки, а на последующих – центровые отверстия (Отв. центр. А 6,3 ГОСТ 14034-74).
1.2. Составление плана обработки
1.2.1. Определение вида обработки поверхностей детали.
Схема поверхностей детали
|
Вид обработки |
Поверхности |
|||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
Торцовое точение |
+ |
+ |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Центрование торцов |
+ |
+ |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Обтачивание: |
|
|||||||||||||
|
черновое |
– |
– |
+ |
+ |
– |
– |
– |
– |
+ |
+ |
– |
– |
– |
– |
|
получистовое |
– |
– |
+ |
+ |
– |
– |
– |
– |
+ |
+ |
– |
– |
– |
– |
|
Нарезание резьбы |
– |
– |
– |
+ |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Фрезерование |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
+ |
– |
|
Сверление отверстий |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
+ |
|
Шлифование: |
|
|||||||||||||
|
предварительное |
– |
– |
+ |
– |
– |
– |
– |
– |
+ |
– |
– |
– |
– |
– |
|
чистовое |
– |
– |
+ |
– |
– |
– |
– |
– |
+ |
– |
– |
– |
– |
– |