

Выводы и рекомендации:
1. Черновая база всегда должна использоваться для обработки установочных баз. Черновыми установочными базами могут служить поверхности, относительно которых при первой операции обрабатываются чистовые базы.
2. В качестве черновых баз у заготовок, следует принимать поверхности с наименьшими припусками. Не следует принимать за черновые базы поверхности разъема, а также неровные поверхности со следами от прибылей, литников и другими дефектами.
3. Чистовые установочные базы следует выбирать так, чтобы они совпадали с конструкторскими - принцип совмещения баз. Это исключает погрешности базирования. Чистовые базовые поверхности должны иметь наибольшую точность формы и размеров и малую шероховатость.
4. Установочные базы должны обладать наибольшей устойчивостью при базировании и обеспечивать наименьшие деформации заготовки от зажатия и воздействия силы резания.
5. При выборе чистовых баз необходимо стремиться к тому, чтобы обработку поверхностей на всех операциях (установах) осуществлять с использованием одних и тех же установочных баз. Это требование называется принципом постоянства баз.
Последовательность проектирования технологических процессов Исходные данные для проектирования технологического процесса механической обработки. Их анализ
Технологический процесс обработки проектируют на основе рабочего чертежа детали, сборочного чертежа изделия, производственной программы, технических условий на изготовление детали и чертежа заготовки.
Первым этапом проектирования технологического процесса обработки является анализ исходных данных:
Анализ рабочего чертежа детали и технических условий на её изготовление.
Здесь производится проверка рабочего чертежа на:
-
возможность правильного представления о форме детали;
-
наличие всех необходимых размеров, допусков, отклонений от нормативных значений, посадок, квалитетов точности и т. п.;
-
наличие указаний о шероховатости всех поверхностей, материале детали, его твёрдости и термообработке (что особенно важно при назначении режимов обработки);
-
наличие технических условий на изготовление и сборку, определяющих точность геометрической формы поверхностей, точность их взаимного расположения и особые условия.
Конструктивно-технологический анализ детали
Анализируется конструкция детали на технологичность, на необходимость применения того или иного металлорежущего оборудования, на возможность или невозможность обработки данной детали без применения специальной технологической оснастки для получения заданных параметров точности и качества.
Анализ условий производства.
Анализируются условия предприятия или его подразделения (завода, цеха, участка и т.д.) в которых предстоит изготавливать данную деталь на наличие требуемого оборудования, рабочих требуемой квалификации.
Определение типа производства.
Устанавливается тип производства для данной детали и согласуется с типом производства предприятия. Если типы производств не совпадают, принимается решение о необходимых мерах по их согласованию: применение специализированой технологической оснастки, специального технологического оборудования и т.д.
Анализ действующих технологических процессов.
Рассматривается возможность использования тех. процессов, уже действующих на этом предприятии, в качестве прототипов для разработки нового технологического процесса.
Установление конструкторских и технологических баз
Базой называют поверхность, совокупность поверхностей, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции.
По своему назначению базы подразделяются на: конструкторские, технологические и измерительные.
Конструкторской базой называют поверхность детали, относительно которой конструктором задаются расстояния до других поверхностей. Эти базы подразделяют на основные и вспомогательные.
Основной называется база относительно которой конструктором задаётся расположение поверхностей, определяющих положение самой детали в изделии, вспомогательной — положение присоединяемой детали относительно данной. Вспомогательных баз может быть несколько.
Рисунок 1
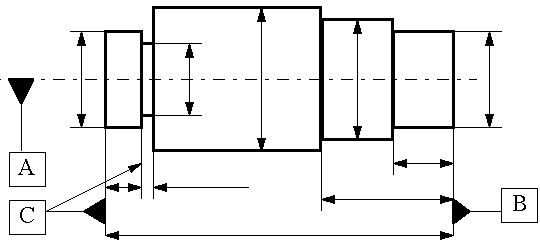
Конструкторские базы А — основная, В и С — вспомогательные.
Технологической базой называют поверхность, определяющую положение детали в приспособлении в процессе её изготовления.
Измерительной базой называют поверхность детали, относительно которой производится контроль полученных размеров, которой определяется положение детали в измерительном приспособлении.
Определение этих баз необходимо для того, чтобы в дальнейшем, при проектировании технологической оснастки соблюсти главный принцип ориентации заготовки в приспособлении — совмещение конструкторской и технологической баз.