

2.2 Заточка сверл
Заточка сверл. Заточка спиральных сверл производится, как правило, на специальных станках, обслуживаемых рабочими-заточниками. Заточка производится по задней поверхности с соблюдением требований, указанных выше.
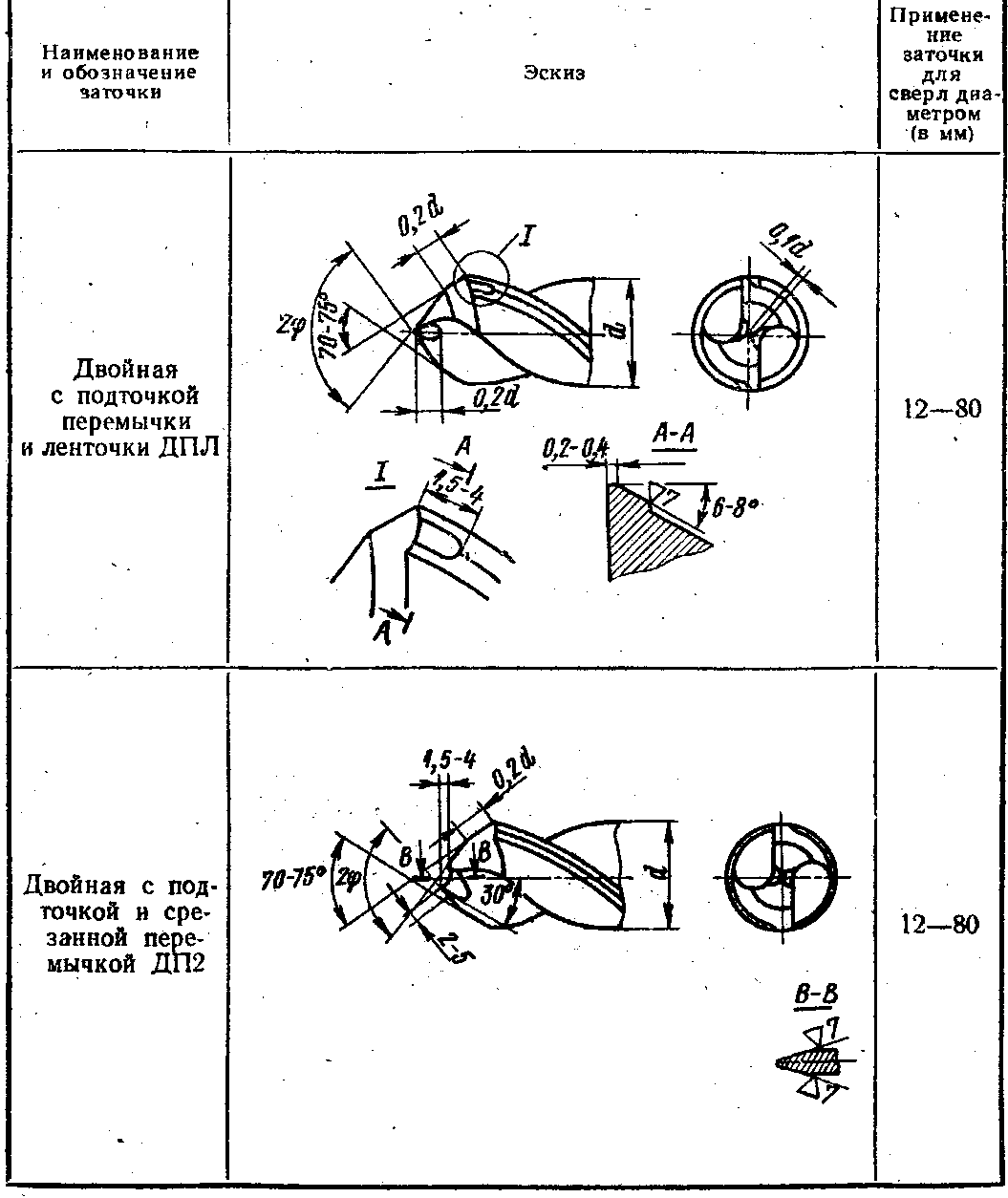
Таблица 2.2.1 Рекомендуемые формы заточки

Продолжение таблицы 2.2.1
В таблице приведены рекомендуемые формы заточки сверл в зависимости от их диаметра и обрабатываемого материала.
. Форма Н - нормальная заточка, применяется для сверл диаметром до 12 мм для всех материалов. Последующие формы применяются для сверл диаметром от 12 до 80 мм.
Форма НП предусматривает подточку поперечной кромки с двух сторон, в результате чего уменьшается ее длина. Подточка снижает усилие резания, что позволяет увеличивать подачу и стойкость инструмента. Применяется она при обработке стали и стального литья при ув <50 кгс/мм2. Форма НПJI·также имеет подточку поперечной кромки и, кроме того, подточку ленточки, создающую дополнительный задний угол в зоне резания, что уменьшает трение ленточки об обрабатываемый материал. Такая заточка еще в большей степени облегчает резание; применяется она в тех же условиях, что и заточка по форме НП, но не позволяет вести работу по корке.
Формы ДП, ДПЛ и ДП2 отличаются наличием двойной заточки, которая предусматривает улучшение условий работы периферийных участков режущих кромок за счет уменьшения угла между ними до 70-75˚. Этим достигается улучшение теплоотвода от сверла, увеличение его стойкости.
Особенности форм заточки ДП и ДПЛ те же, что и форм НП и НПЛ (без двойной заточки). Форма ДП применяется для работы по корке на чугунном и стальном (ув > 50 кгс/мм2) литье, а форма ДПЛ - для тех же условий, но при ранее снятой корке. Форма ДП2 имеет более глубокую подточку, срезающую поперечную режущую кромку. Эта форма предназначена только для обработки чугуна со снятой коркой.
Для сверл, оснащенных пластинками из твердых сплавов, также рекомендуется несколько форм заточек.
Если заточку сверла вручную на точилле производит сам токарь, он должен тщательно следить за тем, чтобы выполнялись все указанные выше требования, обеспечивающие качественную работу сверла. Заточку в этом случае для всех размеров сверл следует вести только по форме Н.
Правильность заточки спиральных сверл проверяется посредством шаблона (рис. 2.3 а). Проверка прямолинейности режущих кромок, равномерности длины их и углов, которые они образуют с осью сверла, показана на рис. 2.3 б. Проверка положения поперечной кромки сверла изображена на рис.2.3 в, а угла заострения его - на рис. 2.3 г.



а б в г
Рисунок 2.3 Шаблон для проверки заточки спиральных сверл и его применение
2.3 Закрепление сверл
Закрепление сверл на станке. Сверло с коническим хвостовиком вставляется в гнездо пиноли задней бабки. Если конус хвостовика сверла меньше конуса гнезда в пиноли, то пользуются переходными втулками (рис. 2.3.1).

Рис. 2.3.1 Переходная втулка.
Сверло в этом случае вставляется во втулку, а втулка - в гнездо пиноли. Когда конус хвостовика сверла значительно меньше конуса гнезда пиноли, применяют несколько втулок одновременно, вставляя их одну в другую.
Сверло с цилиндрическим хвостовиком - закрепляется в сверлильном патроне, вставляемом в·гнездо пиноли задней бабки. Один из таких патронов изображен на рис. 2.3.2

Рисунок 2.3.2 Патрон для закрепления сверл на станке
Он имеет три кулачка 3, между которыми вставляется закрепляемое сверло.
При вращении накатанной втулки 2 все кулачки с одинаковой скоростыо сближаются и закрепляют сверло достаточно прочно, одновременно с этим устанавливая его точно в центр. Конический хвостовик 1 вставляется в гнездо пиноли задней бабки и удерживается в нем трением.
Сверло с цилиндрическим хвостовиком при отсутствии патрона необходимых размеров устанавливается на станке так, как показано на рис.2.3.3.

Рисунок 2.3.3 Установка на станке сверла большого діаметра
Сверло своей вершиной упирается в обрабатываемую деталь, а противоположный его конец поддерживается центром задней бабки. Чтобы сверло не вращалось, на него надевают хомутик, опирающийся на суппорт станка.
Углубление сверла в высверливаемое отверстие может осуществляться вращением маховичка пиноли задней бабки.