

1.1. Основные понятия о диагностике гпм
Техническая диагностика – это наука о распознавании состояния технической системы или отрасль знаний, устанавливающая признаки неисправного состояния машин, изучающая ТС объектов диагностирования (ОД), разрабатывающая методы определения ТС, принципы построения и организацию использования системы диагностирования (СД) для объективного заключения о состоянии ОД без их разборки [2].
Техническое состояние ОД – это совокупность подверженных изменению в процессе производства или эксплуатации его внутренних свойств, характеризующих в определенный момент времени соответствие или несоответствие качества машины требованиям, установленным технической документацией на этот объект. Под объектом диагностирования подразумевают технические устройства, например, грузоподъемные краны, их узлы, системы, агрегаты, приборы и детали, состояние которых необходимо оценивать. ОД обладает вполне определенной структурой, т. е. конструкцией комплексов совместно работающих элементов.
В процессе эксплуатации ГПМ определенное взаимное расположение деталей остается неизменным, а изменяется их взаимная связь, например, зацепление шестерен, сопряжение пар трения в результате изнашивания. Часть машины, которую при диагностировании нельзя разделить на более мелкие, называют элементом. Любой ОД состоит из элементов, в пределе – из одного элемента. Признаками технического состояния ОД могут быть качественные и количественные характеристики его свойств, фактические значения которых определяют ТС объекта. Если под понятием идеальной машины иметь в виду машину, абсолютно точно соответствующую технической документации, а под ТС машины – ее реальное состояние, отличное от состояния идеальной машины, то оценка ТС машины может быть произведена на основании анализа функций ее состояния, под которыми понимают показатели ее рабочих процессов. Различаются следующие функции состояния ГПМ: технико-экономические (грузоподъемность, рабочая скорость, удельный расход энергии и т. д.); параметрические (деформации элементов, шум, вибрации); расчетные (показатели надежности, показатели нагрузочно–деформированного состояния и др.) [2].
Категория ТС, характеризуемая соответствием или несоответствием качества ГПМ определенным техническим требованиям, установленным технической документацией на эту машину, называется видом ТС. Различают следующие виды ТС: исправное и неисправное, работоспособное и неработоспособное, правильное функционирование и неправильное функционирование. Процесс определения технического состояния ГПМ с определенной точностью безразборным методом называют техническим диагностированием. Диагностирование включает также прогнозирование ТС машины с целью установления предполагаемого момента отказа. Результат диагностирования, т. е. заключение о ТС ГПМ с указанием при необходимости места, вида и причины дефектов, называют диагнозом.
Диагностирование по степени охвата ГПМ может быть общим и поэлементным (локальным). При общем диагностировании определяют работоспособность ГПМ, выявляют наличие повреждений в узлах и агрегатах, дают им качественную оценку, т.е. определяют степень повреждения. При поэлементном ТД осуществляют поиск неисправного узла, когда ГПМ находится в работоспособном состоянии. Поэлементное ТД отличается большей сложностью по сравнению с общим. Таким образом, задача ТД заключается в определении ТС машины и прогнозе дальнейших изменений ее параметров без их разборки. При этом особое значение приобретают симптомы (признаки), характеризующие ТС.
Признаки ГПМ, используемые в установленном порядке для определения ее ТС, называют диагностическими параметрами (ДП). Каждому ТС соответствуют свои значения ДП. Если ГПМ может выполнять возложенные на нее функции, ее называют работоспособной, а состояние – работоспособным состоянием. Изменение ДП недопустимым образом свидетельствует о возникновении в ГПМ дефекта. Если объект состоит из нескольких элементов, дефектом будет также нарушение связи или появление лишней связи между элементами. Возникновение дефекта в объекте, состоящем из одного элемента, соответствует потере работоспособности. Дефект в объекте из нескольких элементов не обязательно приводит к потере работоспособности.
Таким образом, можно говорить о дефектах, приводящих к потере работоспособности, и дефектах, не приводящих к потере работоспособности ГПМ. При наличии дефекта ГПМ может сохранять работоспособность или за счет избыточности (структурной, информационной, временной), или за счет того, что потеря работоспособности некоторых элементов не приводит к потере работоспособности ГПМ. Если в объекте возник дефект, но работоспособность его не потеряна, то степень работоспособности ОД снизилась, а вероятность отказа в дальнейшем возросла.
Процесс установления ТС ОД предусматривает наличие обоснованной программы и заданных алгоритмов диагностирования (АД), представляющих собой совокупности предписаний о выполнении определенных действий в процессе ТД. Программа диагностирования включает в себя множество АД объединяемых единой целью технического состояния ОД.
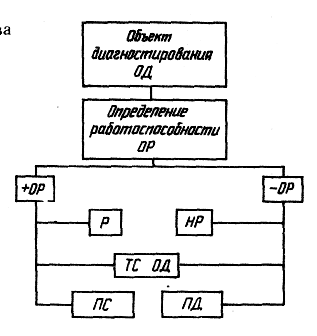
Процесс формирования ТД (рис. 1.1) предусматривает две ветви процедуры: при работоспособном состоянии (+ OP) и неработоспособном (– ОР). В случае (+ ОР) выдается заключение (диагноз) о работоспособности и ТС ОД, а также прогнозируются ПС изменения его ТС. При отрицательном результате (– ОР) выдается заключение о неработоспособности HP объекта, его ТС и ведется поиск ПД возникшего дефекта [3].
Диагностирование ГПМ целесообразно начинать с установления ее наработки и выяснения технологических воздействий, которым она подвергалась в процессе эксплуатации. В последующем можно перейти к визуальному установлению их ТС – осмотру машины, прослушиванию ее СЕ и др. Затем целесообразно проверить ТС узлов и агрегатов ГПМ с помощью различных ТСД. При построении СД для правильной организации эксплуатации ГПМ с поддержанием требуемого уровня надежности необходимо учитывать следующие особенности.
1. Использование в ГПМ различных физических принципов (механического, электромеханического, гидравлического и др.) затрудняет при диагностировании применение универсальных методов и ТСД.
-
Разнообразие конструкций ГМП также усложняет получение универсальных решений при выборе методов, ТСД и АД.
-
Различия в структуре оборудования ГПМ предопределяют особый подход к ТД объектов разной структуры. В ГПМ можно выделить следующие СЕ: электрооборудование (генераторы, электродвигатели, распределительные щиты, выключатели и др.); механизмы (подъема груза, передвижения крана и тележки, поворота поворотной части крана, вспомогательные и другие специальные механизмы); металлоконструкции (пролетные строения, концевые балки, опоры, стрелы и т. п.); грузозахватные устройства(крюковые подвески, специальные траверсы, грейферы и т. п.); системы управления электроприводами (командоконтроллеры, контакторы, различные реле, резисторы и др.); гидроприводы и системы управления ими (насосные установки, гидродвигатели, гидроцилиндры, распределители, клапаны, трубопроводы с арматурой и т. д.); средства автоматизации и приборы безопасности (ограничители грузоподъемности, высоты подъема груза, стрелы, конечные выключатели, различные блокировки и т. п.).
-
 Различный уровень
надежности
оборудования ГПМ затрудняет
организацию процесса ТД. Трудность
сбора статистических данных
о надежности элементов оборудования
ГПМ, объясняемая
Различный уровень
надежности
оборудования ГПМ затрудняет
организацию процесса ТД. Трудность
сбора статистических данных
о надежности элементов оборудования
ГПМ, объясняемая
о
Рис. 1.1. Процесс формирования диагноза
-
Различные режимы работы ГПМ обусловливают разную технологию проведения ТД. Диагностирование ГПМ, работающих с режимами 7К и 8К (ГОСТ 25546—82), или механизмов с режимом 6М (ГОСТ 25835—83), особенно машин с длительным режимом использования [класса А6 (ГОСТ 25835—83) или С8 и С9 (ГОСТ 25546—82)], связано со сложностями исключения влияния процесса ТД на рабочие функции ГПМ. Диагностировать кратковременно используемые ГПМ (классов 1М—2М и 1К—ЗК) не вызывает затруднений в нерабочее время. Процесс ТД повторно-кратковременно используемых ГПМ (классов ЗМ—5М и 4К—6К) согласовывают с конкретным режимом их работы.
-
Автоматизация технологических процессов погрузочно-разгрузочных работ требует совершенствования методов и средств оценки ТС СЕ и элементов ГПМ, что можно обеспечить путем автоматизации процессов ТД.
-
Ограниченные возможности восстановления узлов и агрегатов ГПМ в условиях эксплуатации из-за недостаточного количества и невысокой квалификации обслуживающего персонала и ограниченного объема запасных частей. Возможности ремонтов металлоконструкций ограничиваются требованием выполнять эти работы с разрешения органов Госнадзорохрантруда [49], так как в условиях эксплуатации в программу диагностирования, как правило, включают только задачу определения работоспособности. Задачу поиска возникшего дефекта ПД целесообразно включать в программу диагностирования в процессе ремонтов. Задача прогнозирования ОР актуальна в процессе обследований технического состояния кранов, отработавших свой паспортный нормативный срок службы, с целью установления возможности их дальнейшего использования и допустимых режимов работы.