

III Расчет блока плоских протяжек
3.1. Исходные данные
Обрабатываемый материал С418;
Длина заготовки, lи 55мм;
Припуск на обработку заготовку, А 2+0,3мм;
Шероховатость, Ra 1,25мм;
Д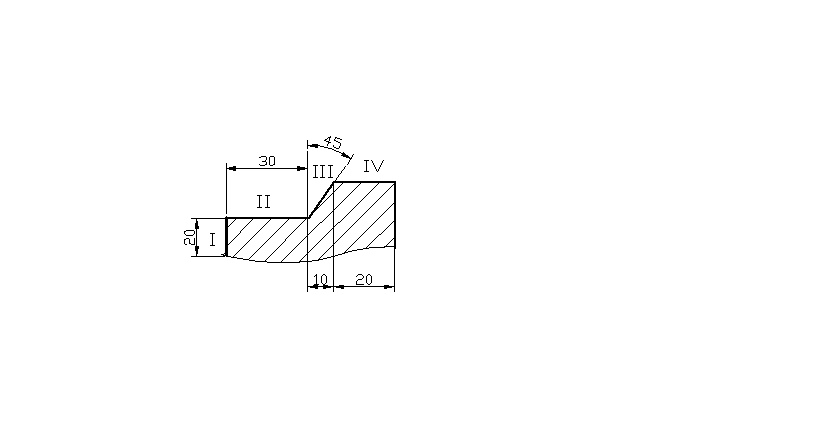 опуск,
δ
0,1мм.
опуск,
δ
0,1мм.
Рис. 3.1. Обрабатываемая заготовка
3.2 Расчет плоских протяжек
Выбираем последовательность обработки поверхностей. Вначале одновременно обрабатываем поверхности I и IV, затем – III и II. Это даст возможность сократить длину рабочего хода и уменьшить время обработки.
Для обработки поверхностей I и IV принимаем трапециидальную схему резания с углом наклона зубьев w = 0, а для обработки поверхностей II и III профильную схему резания (так как в изготовлении сложного профиля протяжки ее легче изготовить) с углом наклона зубьев: для обработки поверхности II: w = 0, а для поверхности III: w = γ = 10˚.
Определяем осевой шаг зубьев:
![]() (3.1)
(3.1)
По табл. 1.1 [2, стр.8] принимаем t0 = 12мм;
Определяем шаг зуба по нормали и глубину зубьев по табл. 1.1 [2, стр.8]:
tH I,II,IV = t0 = 12мм (w = 0) и h = 4,5мм;
tH III = 11,8мм и h = 4,5мм;
Определяем предварительную суммарную длину одновременно работающих лезвий:
∑Бn = lu / to ∙ B / cos w · 1 / Zc , (3.2)
где В – ширина протягиваемой плоскости;
Zc – число зубьев в секции; для трапециидальной схемы резания /Zc = 2 /, для профильной - /Zc = 1/, [2, стр.35]
∑БI,IV = 55 / 12 ∙ 20 / cos 0 ∙ ½ = 50мм;
∑БII = 55 / 12 ∙ 30 / cos 0 ∙ 1 = 150мм;
∑БIII = 55 / 12 ∙ 10 / cos 45 ∙ cos 10 · 1 = 65,8мм;
Определяем предварительную расчетную силу протягивания:
-
определяем подачу, допускаемую условиями сворачивания и размещения стружки:
Sc = F / K1 · lu (3.3)
где К1–коэффициент размещения: при Sc< 0,1–K1=3, при Sc >0,1мм –К1=2,5;
F – площадь впадины, F = 32мм2 [2, стр.15]
Sc = 32 / 2,5 · 55 = 0,23мм;
Т.о. для трапециидальной схемы резания Sc = 0,1мм [2, стр.15];
- Определяем наибольшую подачу:
для трапециидальной схемы резания Scx = 0,4мм [2, стр.38];
для профильной схемы резания Scx = 0,15мм [2, стр.38];
- Определяем силы резания для каждой обрабатываемой поверхности:
P = p · Sлим · ∑Бn, (3.4)
где p · Sлим – сила резания, приходящаяся на 1мм длины лезвия при подаче, равной лимитирующей,
p · Sлим т = 395Н/мм при НВ< 180, табл 1.7 [2, стр.18];
p · Sлим п = 207Н/мм при НВ< 180, табл1.7 [2, стр.18];
PI,IV = 395 · ∑БI,IV = 395 ∙ 50 = 19750H;
PII = 207 · ∑БII = 207 ∙ 150 = 31050H;
PIII = 207 · ∑БIII = 207 ∙ 65,8 = 13620,6H;
- Определим суммарное значение силы резания по участкам протяжного блока:
P1 = PI + PIV = 19750 + 19750 = 39500H;
P2 = PII + PIII = 31050 + 13620,6 = 44670,6H;
- Определяем тяговую силу станка при протягивании:
Pст = Pn max/ 0,7 = P2/ 0,7 = 44670,6 / 0,7 = 63815,14H; (3.5)
- Определяем модель станка:
по табл 1.14 [2, стр.24] выбираем вертикально-протяжной станок модели 7Б74, Рст = 100КН, а длина хода рабочего стола lхс = 1250мм;
- Определяем высоту протяжки по нулевому зубу: Н0 = 30мм;
Принимаем припуск Апроф = 0, т.е. считаем, что поверхности перед протягиванием уже предварительно обработаны.
- Определяем припуск, срезаемый основной частью комплекта:
А0 = А – Апроф – Ач – Аперех, (3.6)
где А – заданный припуск на обработку заготовки, А = 2+0,3+0,1=2,4мм;
Ач – припуск на обработку чистовой протяжки, Ач = 0,25мм [2, стр.37];
Аперех – припуск для переходной секции, Аперех = (0,6 –0,4)Sлим (3.7)
Аперех т = 0,6 ∙ 0,23 = 0,14мм;
Аперех п = 0,6 ∙ 0,1 = 0,06мм;
А0 т = 2,4 – 0 – 0,25 – 0, 14 = 2,01мм;
А0 п = 2,4 – 0 – 0,25 – 0,06 = 2,09мм;
Определение комплекта, с которого следует вести дополнительный расчет:
На первом участке блока протяжек работают два одинаковых комплекта, поэтому расчет проводим для одного из них.
На втором участке работает только один комплект протяжек, который и будем рассчитывать.
Определяем подачу, допускаемой силы резания для всех участков:
p ∙ Sp = Pст ∙ 0,7/ ∑Бn , (3.8)
p ∙ Sp1 = 100 ∙ 103 ∙ 0,7/ (50 +50) = 700Н/мм; по табл 1.7 [2, стр.18] Sp1 = 0,5мм;
p ∙ Sp2 =100 ∙ 103 ∙ 0,7/(150+65,8)=325Н/мм; по табл 1.7 [2, стр.18] Sp1 = 0,18мм;
Определение лимитирующей подачи Sлим:
из трех подач: Sc, Scx, Sp выбираем самую наименьшую. Самая наименьшая для всех участков является Sc: Sc проф = 0,1мм/зуб, Sc трап = 0,23мм/зуб;
Выбор оптимального варианта шага зубьев комплекта протяжек для первого участка:
Таблица 3.1
Таблица вариантов для первого участка
|
№ вар. |
t0 |
h |
Sp |
Sc |
Scк |
Sлим |
Zc |
A0 |
|
|
|
1 |
12 |
4,5 |
0,5 |
0,23 |
0,4 |
0,23 |
2 |
2,01 |
18 |
216 |
|
2 |
10 |
3,5 |
0,4 |
0,13 |
0,4 |
0,13 |
2 |
2,01 |
31 |
310 |
|
3 |
14 |
5,5 |
0,5 |
0,27 |
0,4 |
0,27 |
2 |
2,01 |
16 |
224 |
Так как число зубьев 18 и длина комплекта черновой протяжки в первом варианте меньше, чем в остальных, то принимаем: Sлим = 0,23мм/зуб, Zp = 18, lp = 216мм – он наиболее экономичен.
Выбор оптимального варианта шага зубьев комплекта протяжек для второго участка:
Таблица 3.2
Таблица вариантов для второго участка
|
№ вар. |
t0 |
h |
Sp |
Sc |
Scк |
Sлим |
Zp |
Ap |
|
|
|
1 |
12 |
4,5 |
0,18 |
0,10 |
0,15 |
0,10 |
1 |
2,09 |
21 |
252 |
|
2 |
10 |
3,5 |
0,14 |
0,08 |
0,15 |
0,08 |
1 |
2,09 |
27 |
270 |
|
3 |
14 |
5,5 |
0,24 |
0,12 |
0,15 |
0,12 |
1 |
2,09 |
18 |
252 |
Так как число зубьев и длина комплекта в третьем варианте меньше, чем в остальных, то принимаем: Sлим = 0,12мм/зуб, Zp = 18, lp = 252мм – он наиболее экономичен.
Выбираем конструкцию и размеры профиля протяжек:
-
трапециидальная схема резания:
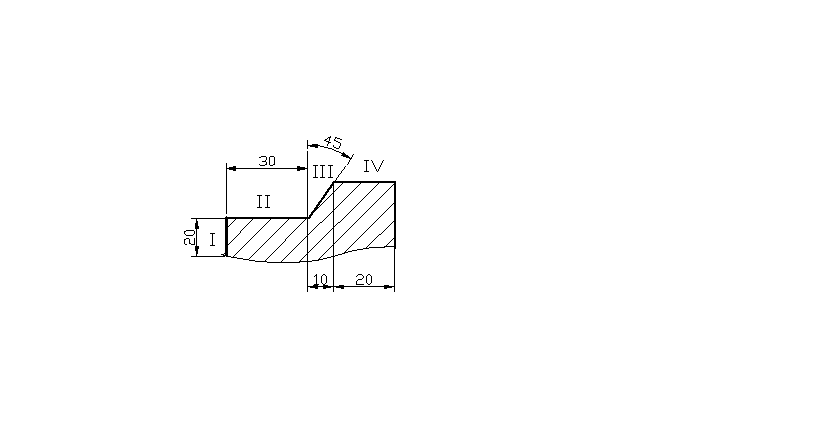
Рис. 3.2 Профиль черновой протяжки для обработки поверхностей I, IV (А – трапециидальная часть, Б – сплошная часть)
Размеры профиля протяжки (рис. 3.2):
h1 – глубина трапециидального шлица [2, стр.21];
В – ширина протягиваемой плоскости;
е – величина перекрытия на одну сторону [2, стр.16];
u1 – расстояние до первой впадины;
δ – ширина при вершине шлица [2, стр.19];
β – угол профиля шлица [2, стр.21];
Заносим все размеры в таблицу 3.3:
Таблица 3.3