

1. Конструктивная схема сау
САУ предназначена для управления гидросупортом токарного станка.

Р ис.
1. Конструктивная схема САУ
ис.
1. Конструктивная схема САУ
Гидравлические копировальные устройства, применяемые на токарных станках, предназначены для автоматизации процесса обработки сложных фасонных поверхностей деталей машин, имеющих, как правило, круглое поперечное сечение.
Обрабатываемая деталь 1 установлена в патроне 2 и в заднем центре 3 токарного станка. Резец 4 закреплен в резцедержателе каретки 5, связанной со штоком цилиндра 6 и расположенной на направляющих суппорта 7. С копиром 8 взаимодействует щуп 9 однокромочного золотника 10. Полости А и Б цилиндра 6 соединены между собой постоянным дросселем 11.
При обработке детали 1 сообщается вращение для создания скорости резания, а суппорту 7 - движение продольной подачи. Рабочая жидкость под давлением проводится в полость А цилиндра и через постоянный дроссель 11
попадает в полость Б, откуда через щель золотника 10 на слив. На схеме видно, что величина давления в полости Б определяется открытием щели золотника 10 и величиной проводимости постоянного дросселя 11. В нейтральном положении (при неподвижном гидросуппорте) давление в полостях А и Б таково, что поддерживается равновесие цилиндра 6.
РА· FА = РБ · FБ
При прохождении щупа 9 по копиру 8 изменяется осевое открытие щели золотника 10, а следовательно и давление в полости Б. Цилиндр 6 перемещается и перемещает корпус золотника 10. Это перемещение происходит до тех пор, пока вновь не установится равновесное состояние. Таким образом, цилиндр 6 с резцом 4 полностью отрабатывает перемещение, заданное копиром 8 и на заготовке 1 формируется заданная поверхность.
В САУ гидросуппорта в качестве объекта управления входит процесс резания в замкнутой технологической системе станка.
2. Описание функциональной схемы сар
Схема системы автоматического регулирования (САР) выходной координаты РУприведена на рис. 2. САР регулирует выходную координату процесса резания металла. В САР необходимо ввести элементы:
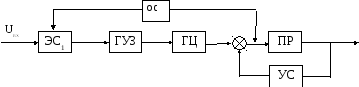
Uвх– входное напряжение
ЭС1– элемент сравнения
ГУЗ - гидроусилитель золотникового типа
ГЦ – гидроцилиндр
ПР – процесс резания.
УС – эквивалентная упругая система станка
ОС – обратная связь
Рис.2. Функциональная схема САР
Входной сигнал смещения щупа, который скользит по копиру воспринимается гидроусилителем золотникового типа перемещающего гидроцилиндр. Смещение корпуса гидроцилиндра обеспечивает обратную связь, которая подается на элемент сравнения. Далее сигнал с гидроцилиндра подается на суппорт с резцом в виде его подачи, формируя процесс резания, таким образом обрабатывается заданная поверхность.
Разработка структурной схемы сар
Разработка структурной схемы САР осуществляется на основе функциональной схемы системы (рис.2). В структурной схеме в отличии от функциональной должны быть определены все передаточные функции.
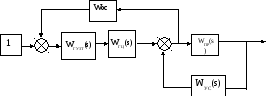
Рис.3.Структурная схема САР
![]()
Г идроусилитель
золотникового типа
идроусилитель
золотникового типа
![]() ,
,
где ТГУ - постоянная времени гидроусилителя, с ;
Q - выходной параметр - расход рабочей жидкости, м3 ;
КГУ - коэффициент передачи, мм2/с ;
h - входное перемещение плунжера золотника, мм .
Передаточная функция гидроусилителя золотникового типа (апериодическое звено I порядка)
![]()
Гидроцилиндр (без учета массы)

![]() ,
,
где KГЦ - коэффициент передачи, 1/мм2 ;
Идеально интегрирующее звено гидроцилиндра
![]()
Обратная связь

Передаточная функция обратной связи
WОС=1/S
Конструкция гидрокопировального суппорта выполнена таким образом, что в ней присутствует обратная связь, позволяющая работать этому устройству в режиме следящей системы.
П роцесс
резания
роцесс
резания
![]()
Сила резания при точении:
![]() =2·103·10,8·0,10,6·0,080,3·1,1=4785,24
=2·103·10,8·0,10,6·0,080,3·1,1=4785,24
![]()
где: СРY – постоянный коэффициент, зависящий от свойств обрабатываемого материала
КV – поправочный коэффициент скорости резания
х, y, n – показатели степени безразмерные
t – глубина резания, мм
V – скорость резания, м/мин
S – подача, мм/об, S = 0,1 мм/об
ТР - постоянная времени стружкообразования, с.
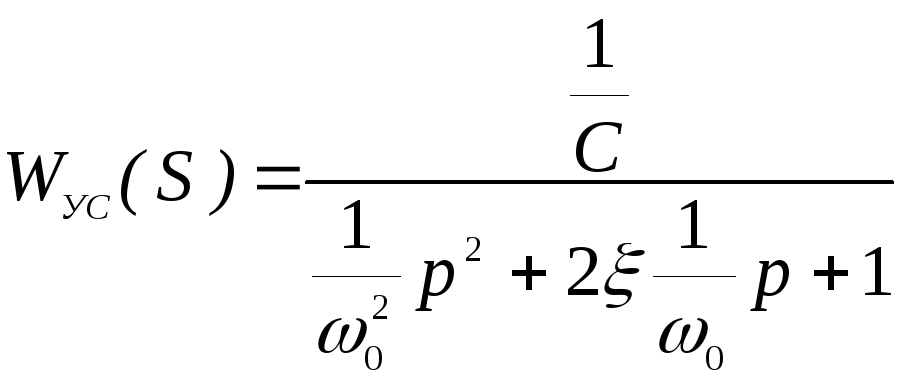
Эквивалентная упругая система станка
(в предположении одномассовой системы)

 ,
,
где ω0 - собственная частота колебаний , с-1 ;
- коэффициент затухания колебаний ;
у - деформация упругой системы станка, мм ;
С - жесткость упругой системы станка, Н/мм ;
Pу - входной силовой параметр, Н .
Передаточная функция эквивалентной упругой системы станка
(колебательное звено)
 =
=![]()
В соответствии с заданием в качестве исходных данных примем следующие параметры.
Таблица 1. Исходные данные
|
ТГУ, с |
КГУ, мм2/с |
КГЦ , 1/мм2 |
ТР,с |
СРУ |
XРУ |
УРУ |
V, м/мин |
t, мм |
n |
KV |
w0 , 1/с |
|
С Н/мм |
|
0,05 |
2·106 |
2·10-4 |
0,002 |
3·103 |
0,9 |
0,5 |
200 |
2 |
0,2 |
1,0 |
500 |
0,9 |
5·103 |
|
|
|
|
|
|
|
|
мм/с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3333,33 |
|
|
|
|
|
|