

Единая система допусков и посадок (есдп)
Порядок
формирования
полей допусков
Каждому классу (степени) точности в системе ЕСДП соответствует определенный квалитет (всего их 19) со своей величиной поля допуска.
Внутри каждого квалитета размеры полей допусков растут с увеличением номинальных размеров. Квалитеты нумеруются порядковыми номерами: 01; 0; 1…17. В технической документации поле допуска обозначается IT c номером квалитета (пример: IT7; IT14). В табл. П1.2 представлены рекомендации по применению полей допусков различных квалитетов.
Таблица П1.2.
Применение квалитетов допусков ЕСДП
Квалитеты
Область
применения
01; 0; 1
Плоскопараллельные
концевые меры длины
2; 3; 4
Измерительные
калибры (пробки, кольца, скобы)
5; 6
Высокоточные
детали (подшипники качения, шейки
коленвалов, шпиндели высокоточных
станков и т.п.)
7; 8
Детали общего
машиностроения средней точности
9
Детали
машин низкой точности (тепловозы,
полиграфические, текстильные и
сельхозмашины)
10
Неответственные
соединения сельхозмашин, тракторов
и вагонов
11; 12
Неответственные
соединения, допускающие применение
поверхностей без механической
обработки
13 - 17
Размеры
поверхностей деталей, не входящих
в соединение с другими деталями
Сочетанием любых основных отклонений с каждым из квалитетов возможно образовать свыше тысячи полей допусков валов и отверстий. Такое разнообразие полей допусков в производственных условиях является неэкономичным, так как затрудняет унификацию режущего и мерительного инструмента. Поэтому в стандартах произведен ограничительный отбор полей допусков, рекомендованных к применению, а среди последних выделены поля допусков предпочтительного применения (в стандартах поля предпочтительного применения обычно заключены в рамки).
Порядок
формирования
посадок в соединениях
Рис.
П1.3. Схема расположения полей допусков
при формировании посадок в системе
отверстия и системе вала;
з
поля допусков посадки с зазором; п
- переходные посадки; н
- посадки с натягом.
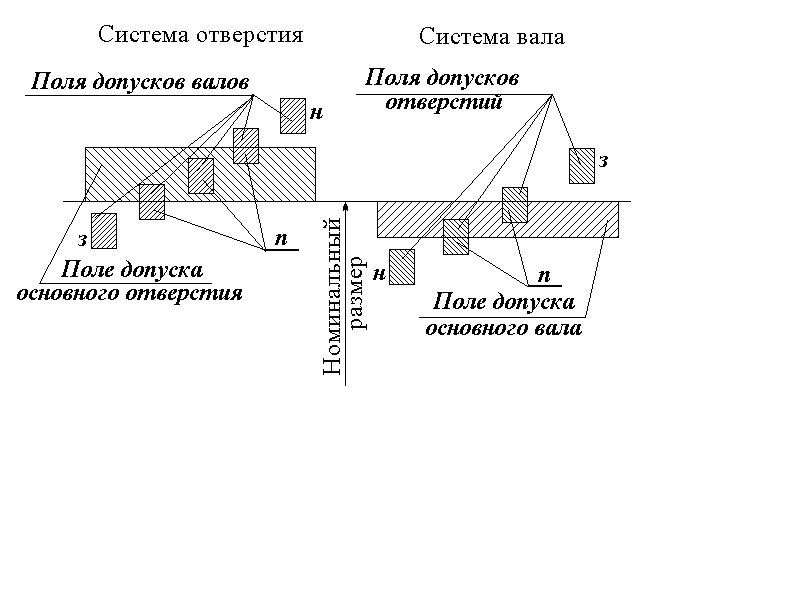
Наиболее наглядно посадки изображаются на диаграммах полей допусков (рис. П1.3):
-
при посадке с зазором поле допуска вала всегда лежит ниже поля допуска отверстия (наибольший предельный размер вала всегда меньше наименьшего предельного размера отверстия), то есть посадка гарантирует зазор в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей;
-
при посадке с натягом поле допуска вала всегда лежит выше поля допуска отверстия (наименьший предельный размер вала всегда больше наибольшего предельного размера отверстия), то есть посадка гарантирует натяг в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей;
-
при переходной посадке поля допусков частично или полностью перекрываются (наибольший предельный размер вала больше наименьшего предельного размера отверстия, а наименьший предельный размер вала меньше наибольшего предельного размера отверстия), и в этом случае в соединении возможен как некоторый зазор, так и некоторый натяг, в зависимости от действительных размеров соединяемых деталей.
Изготовление деталей с допусками, установленными в системе отверстия, обходится (при прочих равных условиях) дешевле вследствие использования меньшей номенклатуры режущего и мерительного инструмента. По этой причине основная масса деталей, изготавливаемых в машиностроении выполняется с допусками по системе отверстия. Поля допусков для отверстий и валов представлены в табл. П1.3 и П1.4 (численные значения полей допусков см. приложение 2).
Таблица П1.3 Поля допусков валов и отверстий (система отверстия)
|
Основное отверстие |
Поля допусков валов для образования посадок |
||||||
|
с зазором |
переходных |
с натягом |
|||||
|
H5 |
g4 |
g5 |
c8 |
js4 |
js5 |
n4 |
p4 |
|
H6 |
g6 |
g7 |
c9 |
js6 |
js7 |
p5 |
p6 |
|
H7 |
f4 |
f5 |
c11 |
k4 |
k5 |
p7 |
r5 |
|
H8 |
f6 |
f7 |
b9 |
k6 |
k7 |
r6 |
r7 |
|
H9 |
f8 |
f9 |
b11 |
m4 |
m5 |
s5 |
s6 |
|
H10 |
e5 |
e6 |
b12 |
m6 |
m7 |
s7 |
s8 |
|
H11 |
e7 |
e8 |
a9 |
n5 |
n6 |
t5 |
t6 |
|
H12 |
e9 |
d8 |
a11 |
n7 |
-- |
t7 |
u5 |
|
H13 |
d7 |
d8 |
-- |
-- |
-- |
u6 |
u7 |
|
H14 |
d9 |
d10 |
-- |
-- |
-- |
u8 |
v6 |
|
H15 |
d11 |
-- |
-- |
-- |
-- |
v7 |
x7 |
|
H16 |
-- |
-- |
-- |
-- |
-- |
x8 |
z7 |
|
H17 |
-- |
-- |
-- |
-- |
-- |
z8 |
-- |
|
Предпочтительные поля допусков выделены темным фоном |
|||||||
Таблица П1.4 Поля допусков валов и отверстий (система вала)
|
Основной вал |
Поля допусков отверстий для образования посадок |
||||||
|
с зазором |
переходных |
с натягом |
|||||
|
h4 |
G5 |
G6 |
C8 |
Js5 |
Js6 |
P5 |
P6 |
|
h5 |
G7 |
F5 |
C9 |
J6 |
Js7 |
P7 |
P8 |
|
h6 |
F6 |
F7 |
C11 |
J7 |
Js8 |
P9 |
R6 |
|
h7 |
F8 |
F9 |
B9 |
J8 |
K5 |
R7 |
R8 |
|
h8 |
E5 |
E6 |
B11 |
K6 |
K7 |
S6 |
S7 |
|
h9 |
E7 |
E8 |
B12 |
K8 |
M5 |
T6 |
T7 |
|
h10 |
E9 |
E10 |
-- |
M6 |
M7 |
-- |
U8 |
|
h11 |
D6 |
D7 |
A9 |
M8 |
N6 |
-- |
-- |
|
h12 |
D8 |
D9 |
A11 |
N7 |
N8 |
-- |
-- |
|
h13 |
D10 |
D11 |
CD11 |
N9 |
-- |
-- |
-- |
|
h14 |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
|
h15 |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
|
h16 |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
|
h17 |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
|
Предпочтительные поля допусков выделены темным фоном |
|||||||
Назначение
и краткая
характеристика посадок
ЕСДП
Таблица П5 Рекомендуемые посадки для номинальных размеров 1-500 мм (система отверстия)
|
Скользящие посадки |
Посадки с зазором |
Посадки переходные |
Посадки с натягом |
|||||||||||||
|
H5 h4 |
H6 h5 |
H5 g4 |
H6 g4 |
H6 f6 |
H7 g6 |
H7 f7 |
H5 js4 |
H5 k4 |
H5 m4 |
H6 p5 |
H6 r5 |
H6 s5 |
H7 p6 |
H7 r6 |
||
|
H7 h6 |
H8 h7 |
H7 e7 |
H7 e8 |
H7 d8 |
H7 c8 |
H8 f8 |
H5 n4 |
H6 js5 |
H6 k5 |
H7 s6 |
H7 s7 |
H7 t6 |
H7 u7 |
H8 s7 |
||
|
H8 h8 |
H9 h8 |
H8 f7 |
H8 e8 |
H8 d8 |
H8 c8 |
H8 f9 |
H6 m5 |
H6 n5 |
H7 js6 |
H8 u8 |
H8 x8 |
-- |
H8 z8 |
-- |
||
|
H8 h9 |
H9 h9 |
H8 e9 |
H8 d9 |
H9 f8 |
H9 f9 |
H9 e9 |
H7 k6 |
H7 m6 |
H7 n6 |
-- |
-- |
-- |
-- |
-- |
||
|
H10 h9 |
H10 h10 |
H9 e8 |
H9 d9 |
H10 d10 |
H11 d11 |
H11 c11 |
H8 js7 |
H8 k7 |
H8 m7 |
-- |
-- |
-- |
-- |
-- |
||
|
H11 h11 |
H12 h12 |
-- |
H11 b11 |
H11 a11 |
H12 b12 |
-- |
-- |
H8 n7 |
-- |
-- |
-- |
-- |
-- |
-- |
||
|
Предпочтительные поля допусков выделены темным фоном |
||||||||||||||||
Таблица П1.6 Рекомендуемые посадки для номинальных размеров 1-500 мм (система вала)
|
Скользящие посадки |
Посадки с зазором |
Посадки переходные |
Посадки с натягом |
||||||||
|
H5 h4 |
H6 h5 |
G5 h4 |
G6 h5 |
F7 h5 |
G7 h6 |
F8 h6 |
Js5 h4 |
K5 h4 |
M5 h4 |
P6 h5 |
P7 h6 |
|
H7 h6 |
H8 h7 |
F7 h6 |
E8 h6 |
D8 h6 |
F8 h7 |
E8 h7 |
N5 h4 |
Js6 h5 |
K6 h5 |
R7 h6 |
S7 h6 |
|
H8 h8 |
H9 h8 |
D8 h7 |
F9 h8 |
F8 h8 |
E9 h8 |
E8 h8 |
M6 h5 |
N6 h5 |
Js7 h6 |
T7 h6 |
U8 h7 |
|
H8 h9 |
H9 h9 |
D9 h8 |
D8 h8 |
F9 h9 |
E9 h9 |
D10 h9 |
K7 h6 |
M7 h6 |
N7 h6 |
-- |
-- |
|
H10 h9 |
H10 h10 |
D11 h11 |
C11 h11 |
B11 h11 |
D9 h9 |
D10 h10 |
Js8 h7 |
K8 h7 |
M8 h7 |
-- |
-- |
|
H11 h11 |
H12 h12 |
A11 h11 |
B12 h12 |
-- |
-- |
-- |
-- |
N8 h7 |
-- |
-- |
-- |
|
Предпочтительные поля допусков выделены темным фоном |
|||||||||||
Посадки с зазором.
Рекомендации
по
применению посадок
ЕСДП
H6/h5 для особо точного центрирования;
H7/h6 для установки сменных зубчатых колес в станках;
- для короткоходовых подвижных соединений (хвостовики подпружиненных клапанов в направляющих втулках, возможна ее замена на H7/g6);
- для соединения деталей со свободным передвижением при затяжке;
- для точного направления при возвратно-поступательных перемещениях (поршневой шток насоса высокого давления в направляющей втулке);
- для центрирования корпусов (стаканов) под установку подшипников качения;
H8/h7 для центрирования соединяемых деталей при пониженных требованиях к соосности;
H8/h8, H8/h9, H9/h9 для неподвижно закрепляемых деталей при невысоких требованиях к точности, относительно небольших нагрузках и необходимости обеспечения легкой сборки (низкоскоростные зубчатые колеса, шкивы и другие детали, соединяющиеся с валом на шпонке, неответственные корпуса для подшипников качения, центрирование фланцевых соединений);
- для низкоскоростных подвижных соединений с малыми перемещениями при низком коэффициенте использования (посадка подвижных элементов сцепных муфт);
H11/h11 для центрирования неподвижных соединений (торцовые и фланцевые крышки);
- для неответственных шарниров.
2. Посадки с гарантированным зазором предназначены главным образом для подвижных соединений (подшипники скольжения):
H7/g6 (движения) характеризуется минимальной величиной гарантированного зазора, применяется для соединения головки шатуна ДВС с шатунной шейкой коленчатого вала;
H7/f7 (ходовая) для подшипников скольжения при умеренных скоростях и постоянных нагрузках (свободно вращающиеся на валах колеса коробок передач, колеса, включаемые муфтами);
H6/f6 (ходовая) для точных подшипников, золотниковых пар гидропередач легковых автомобилей;
H8/f8, H8/f9, H9/f9 для подшипников скольжения при более чем двух или далеко разнесенных опорах;
- для центрирования при относительно невысоких требования к соосности (сцепные муфты, крышки цилиндров);
H7/e7, H7/e8, H8/e8, H8/e9 (легкоходовые) для подшипников скольжения при высокой частоте вращения или разнесенных опорах;
H7/d8, H8/d8 (широкоходовые) для крупных высокоскоростных подшипников скольжения;
H8/d9, H9/d9 для подшипников, температура которых меняется при работе в широких пределах.
Более грубые посадки этого типа (предпочтительно H11/d11) применяются в соединениях, работающих при наличии пыли и грязи, в шарнирных соединениях тяг рычагов и т.п.
3. Переходные посадки предназначены для неподвижных соединений деталей, подвергающихся разборке и сборке при ремонтах или по условиям эксплуатации. Взаимная неподвижность деталей посадкой не гарантируется, а обеспечивается шпонками, штифтами, нажимными винтами и т.п.:
H7/n6 (глухая) для зубчатых колес, муфт, бронзовых венцов червячных колес, поршневых пальцев в бобышках поршней ДВС (посадка в системе вала N7/h6) и других деталей, работающих при значительных нагрузках, ударах и вибрации и подвергаемых разборке при капитальном ремонте (дает наиболее прочное соединение - вероятность зазора чрезвычайно мала, но для передачи вращающего момента без закладных деталей непригодна);
H7/m6 (тугая) для соединений, подвергаемых нечастой разборке, но требующих высокого качества центровки (несколько слабее предыдущей, но вероятность получения зазора в соединении невелика);
H7/k6 (напряженная) для точного центрирования неперемещаемых зубчатых колес в металлорежущих станках, втулок в головке шатуна дизельного ДВС, шкивов, съемных муфт и т.п. (обеспечивает средний зазор близкий к нулю и хорошее центрирование, не требуя больших усилий при сборке и разборке);
H7/j6 (плотная) применяется взамен предыдущей при необходимости ручной сборки и разборки (вероятность получения натяга в соединении мала, но вследствие погрешностей формы сопрягаемых поверхностей требует некоторых усилий при сборке и разборке).
4. Посадки с натягом предназначены для передачи нагрузок между соединяемыми деталями без применения дополнительных фиксирующих элементов, поэтому назначение их параметров требует выполнения двух условий:
- обеспечение прочности соединения и передачи рабочих нагрузок при минимальном натяге;
- сохранение целостности и работоспособности соединяемых деталей при максимально возможном натяге для данной посадки.
H7/p6 для неподвижных соединений, передающих сравнительно малые осевые усилия или небольшие вращающие моменты - соединения валов с тонкостенными втулками, соединения деталей из цветных металлов и легких сплавов, центрирование тяжелонагруженных валов со ступицами с применением дополнительных деталей, передающих нагрузку (клапанное седло в гнезде блока цилиндров ДВС, зубчатые колеса на валах с дополнительным креплением шпонками, штифтами и т.п.);
H7/r6, H7/s6, H8/s7 (прессовые) для неподвижных соединений, передающих средние нагрузки без дополнительного крепления соединяемых деталей (втулка в головке шатуна компрессора, зубчатые колеса на валах коробок скоростей токарных станков, бронзовые зубчатые венцы на чугунном ободе с дополнительным креплением от проворота);
H7/u7, H8/u8 (горячепрессовые) для неподвижных соединений, передающих значительную нагрузку без дополнительного крепления (соединения собираются только тепловым способом);
H8/z8, H8/x8 для тяжелонагруженных соединений или соединений деталей, изготовленных из материалов с относительно небольшим модулем упругости.
Неуказанные
предельные отклонения размеров в ЕСДП
Точный класс применяется для деталей с особыми свойствами (например, для деталей, колебания массы которых строго заданы и ее подгонка невозможна или недопустима).
Средний класс применяется для основной массы деталей машиностроения, подвергаемых механической обработке.
Грубый класс применяется для деталей, получаемых литьем в землю, горячей штамповкой на молотовых штампах и некоторыми другими методами.
Таблица
П1.7
Варианты обозначения неуказанных
предельных отклонений размеров в
среднем классе точности
Вариант
№
Размеры
отверстий
Размеры валов
Прочие
размеры
диаметров
остальных
диаметров
остальных
Общая запись
неуказанных предельных отклонений
1
+IT14 или H14
-IT14 или h14
IT14/2
или t2/2
2
+t2
-t2
t2/2
3
t2/2
4
+IT14
или H14
t2/2
-IT14
или h14
IT14/2
или t2/2
Темным
фоном выделен предпочтительный
вариант
Таким образом получаем 5 способов обозначения неуказанных предельных отклонений в чертежах и другой технической документации (табл. П1.7), при этом вариант 1 является предпочтительным, а вариант 2 применять не рекомендуется.
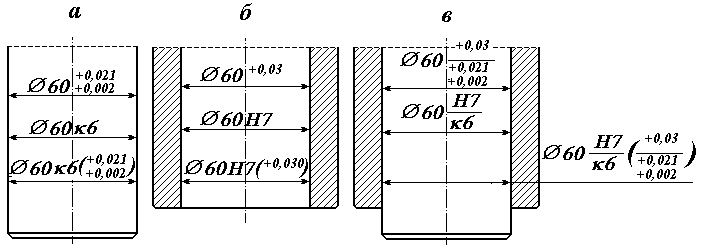
Рис. П1.4 Варианты
обозначения полей допусков и посадок
на чертежах:
а
- вала; б
- отверстия; в
- в соединении двух деталей.
Обозначение
допусков и посадок в технической
документации
и на чертежах
![]() ,
отверстие
,
отверстие
![]() или верхний ряд размеров
на рис. П1.4); 2) с обозначением поля допуска
основного отклонения и номера квалитета
(например, вал
60k6, отверстие
60H7 или средний ряд размеров
на рис. П1.4); 3) сочетанием буквенно-цифрового
и численного обозначений, то есть
соединением двух предыдущих вариантов
(например, вал
или верхний ряд размеров
на рис. П1.4); 2) с обозначением поля допуска
основного отклонения и номера квалитета
(например, вал
60k6, отверстие
60H7 или средний ряд размеров
на рис. П1.4); 3) сочетанием буквенно-цифрового
и численного обозначений, то есть
соединением двух предыдущих вариантов
(например, вал
![]() ,
отверстие
,
отверстие
![]() или нижний ряд размеров
на рис. П1.4). На чертежах общего вида и
сборочных обычно указывают буквенно-цифровое
обозначение допусков соединяемых
деталей либо в виде дроби
60H7/k6 (числитель
допуск для отверстия, знаменатель
для вала), либо в строку, через тире,
60H7-k6 (перед тире
допуск отверстия, после тире
допуск вала).
или нижний ряд размеров
на рис. П1.4). На чертежах общего вида и
сборочных обычно указывают буквенно-цифровое
обозначение допусков соединяемых
деталей либо в виде дроби
60H7/k6 (числитель
допуск для отверстия, знаменатель
для вала), либо в строку, через тире,
60H7-k6 (перед тире
допуск отверстия, после тире
допуск вала).
Третий вариант обозначения предназначен для назначения стандартных предельных отклонений на размеры, не входящие в ряды нормальных линейных размеров.
В серийном производстве обычно предпочитают буквенно-цифровое обозначение допусков и посадок, поскольку этот способ облегчает выбор специализированного мерительного инструмента (калибры и скобы), в штучном численное, так как это облегчает подбор универсального мерительного инструмента необходимой точности. Таблицы допусков для размеров 1-500 мм представлены в приложении 2.