

14.4. Заклепочные соединения
Заклепочное соединение состоит из склепываемых деталей и заклепок. Склепывают в основном листовой материал и различные прокатные профили. Заклепочные швы могут быть прочными, плотными и прочно - плотными. Прочные швы делают для обеспечения больших нагрузок, плотные для резервуаров, а прочно - плотные, когда при больших нагрузках требуется создание герметичности, например, в котлах.
Заклепка – гладкий цилиндрический стержень с головкой на одном конце, служащий для получения неразъемного соединения за счет образования головки на другом конце стержня пластической деформацией. Очень удобны тяговые заклепки, монтируемые с помощью специального приспособления - клепочника.
Заклепки изготовляют из мягких малоуглеродистых сталей (Ст2, Ст3, 10кп,…) или цветных металлов (медных и алюминиевых сплавов). Головки заклепок могут быть потайные (для клепки дисков муфт сцепления и тормозных накладок автомобилей и тракторов) и обыкновенные, т.е. полукруглые и конические (рис.14.4).
Заклепки с полукруглой (а) формой и конической (б) головками дают более прочное соединение, но по конструктивным соображениям в некоторых случаях применяют заклепки с потайной (в) или полупотайной (г) головками Во избежание коррозии заклепки должны изготовляться из того же материала, что и соединяемые детали.
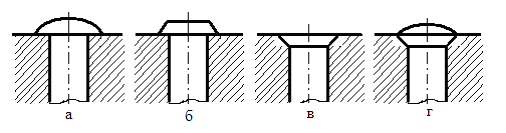
Рис.14.4. Формы головок заклепок: а – полукруглая; б – коническая; в – потайная; г - полупотайная
Порядок сборки заклепочных соединений:
- правка и подгонка деталей;
- очистка деталей от загрязнений;
- разметка отверстий под заклепки;
- соединение деталей и совместное сверление отверстий;
- установка заклепок в отверстие;
- клепка деталей.
Холодная клепка применяется для заклепок диаметром до 10 мм, а горячая (заклепка нагревается до 1000…1100 ºС) – для больших диаметров.
Диаметр заклепок при холодной клепке должен быть меньше диаметра отверстий на 0,1….0,2 мм, а при горячей – на 0,3…1,0 мм. Расстояние от кромки листа до оси заклепки принимают не менее двух диаметров заклепки. Соединение деталей проводят однорядными, двухрядными или шахматными швами.
Детали соединяют, в основном, внахлестку, но изредка и встык при помощи дополнительных накладок.
Клепка вытяжными заклепками
Для этого используются специальные алюминиевые полые заклепки и специальный заклепочник для монтажа вытяжных заклепок диаметрами 2,4; 3,2; 4,0; и 4,8 мм.
Порядок клепки заклепочником:
- просверлить сквозное отверстие (табл.14. 2) в скрепляемых деталях;
- установить заклепку в просверленное отверстие;
- раздвинуть ручки заклепочника и вставить стержень в отверстие головки;
- сжимать и разжимать рукоятки заклепочника до момента отламывания стержня.
Таблица 14.2
Параметры соединения деталей вытяжными заклепками
|
Диаметр рабочей части заклепки, мм |
Длина рабочей части заклепки, мм |
Диаметр сверления отверстий под заклепки, мм |
Суммарная ширина соединяемых деталей, мм |
|
2,4 |
4 |
2,5 |
0,5…1,5 |
|
6 |
1,5…3,5 |
||
|
8 |
3,5…5,0 |
||
|
3,2 |
6 |
3,3 |
0,8…3.2 |
|
8 |
3,2…4,8 |
||
|
10 |
4,8…6,4 |
||
|
12 |
6,4…9,5 |
||
|
4,0 |
6 |
4,1 |
1,5…3,2 |
|
8 |
3,0…4,5 |
||
|
10 |
4,5…6,5 |
||
|
12 |
6,5…8.5 |
||
|
14 |
8,5…10,5 |
||
|
16 |
10,5…12,5 |
||
|
4,8 |
8 |
4,9 |
3,0…4,5 |
|
10 |
4,5…6,0 |
||
|
12 |
6,0…8,0 |
||
|
14 |
8,0…10,0 |
||
|
16 |
10,0…12,0 |