

-
Кислородные баллоны и редукторы
Кислородный баллон — это цилиндрический сосуд, изготовленный из стальной цельнотянутой трубы. В верхней части его на горловине имеется внутренняя коническая резьба, куда ввинчивается запорный латунный вентиль. На горловину устанавливается предохранительный колпак, а на днище имеется башмак для устойчивости баллона.
Для получения постоянного рабочего давления кислорода высокое давление снижают и автоматически регулируют посредством редуктора (рис. 12.2). При завертывании винта 7 пружина 6 давит на мембрану 5, штифт 8, клапан 3 и пружину 2, отверстие 9 открывается, и кислород из баллона, поступая в камеру высокого давления 1, переходит в камеру низкого давления 4 и затем проходит в горелку.
С
Рис.
12.2. Схема кислородного
редуктора
П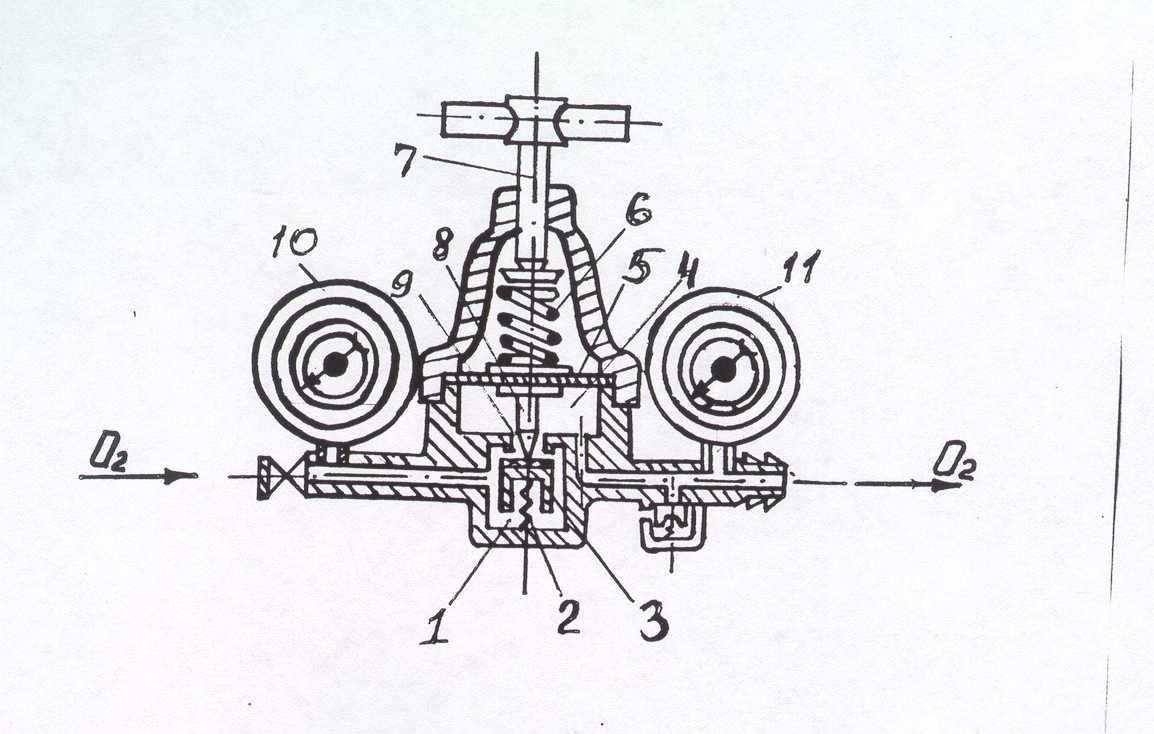 ри
газовой сварке давление кислорода на
входе в горелку регулируется в пределах
0,01…0,4 МПа, а при резке значительно выше—
0,4…1,4 МПа.
ри
газовой сварке давление кислорода на
входе в горелку регулируется в пределах
0,01…0,4 МПа, а при резке значительно выше—
0,4…1,4 МПа.
12.4. Сварочные горелки и кислородные резаки
Горелки для газовой обработки материалов классифицируются по следующим признакам:
-по способу подачи горючей смеси (инжекторные и безынжекторные);
-по назначению (универсальные, ручные, машинные);
-по роду горючего газа (кислородно-ацетиленовые, пропан - бутановые и др.).
В безынжекторных горелках горючий газ и кислород подаются под одинаковым давлением в смесительную камеру, выходят из мундштука и горючий газ сгорает в атмосфере кислорода. Эти горелки менее универсальны, сложны в регулировании процесса и используются для сварки очень тонкого металла (0,05…0,6 мм).
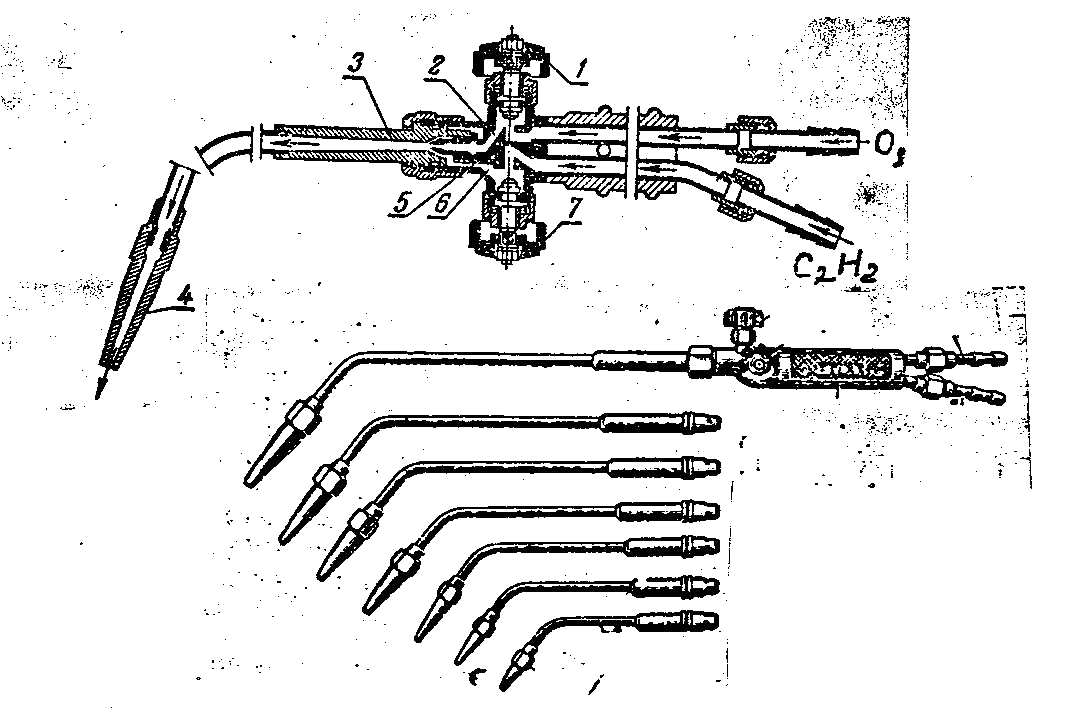
Наиболее распространены инжекторные горелки (рис. 12.3), работающие на ацетилене низкого давления. Кислород под давлением через вентиль 1 по каналу 2 поступает в инжектор 3. При выходе кислорода из инжектора с большой скоростью в смесителе наконечника 4 создается разряжение и ацетилен, поступивший через вентиль 7 от баллона или генератора под меньшим давлением, всасывается через каналы 6 в смесительную камеру, где с кислородом образует горючую смесь. Горючая смесь проходит через наконечник 4 и при выходе из него зажигается. Во избежание горения смеси внутри наконечника (обратный удар) скорость истечения газовой смеси должна быть больше скорости ее горения (распространения пламени).
Горелка комплектуется сменными наконечниками, каждый из которых обеспечивает определенный расход ацетилена и, следовательно, определенную тепловую мощность пламени. Чем больше номер наконечника, тем больше расход горючего газа.
П
Рис.
12.3. Схема и общий вид инжекторной газовой
горелки с набором наконечников (номера
от 0 до 6).
В начале работы открывают вентили подачи ацетилена и подогревающего кислорода, поджигают и регулируют газовую смесь, нагревают металл до температуры вспышки, после чего открывают вентиль подачи режущего кислорода и разрезают заготовку или деталь.