

11.1.2. Источники постоянного тока
Источниками постоянного тока являются одно- и многопостовые генераторы, выпрямители и инверторы. Генераторы имеют привод от электромотора или двигателя внутреннего сгорания.
Более просты по конструкции и надежнее в работе (у них нет вращающихся деталей) сварочные выпрямители, состоящие из понижающего трансформатора и блока выпрямительных вентилей (диоды, селеновые или кремниевые пластины).
Выпрямители могут быть однопостовыми или многопостовыми. Так, выпрямитель ВДМ-1001 У1 относится к 3-фазным многопостовым (до 6 рабочих мест) сварочным выпрямителям (рис. 11.2), обеспечивающим с помощью балластных реостатов РБ-301 сварочный ток до 300 А на каждом посту при номинальном напряжении 60 В (напряжение холостого хода 70 В). Величина сварочного тока регулируется вводом в электрическую цепь электропитания омического сопротивления от 0,095 до 2,5 Ом.
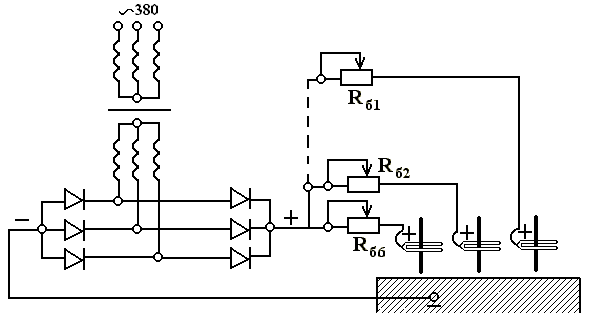
Рис. 11.2. Принципиальная схема 3-фазного сварочного выпрямителя ВДМ-1001 У1 с балластными реостатами РБ-301 У2 (Rб1, Rб2,… Rб6).
11.2. Технологическая оснастка
На рис. 11.3 показана схема подключения сварочного трансформатора в условиях строительной площадки. Необходимо обеспечить укрытие трансформатора от атмосферных осадков. Напряжение подсоединения первичной обмотки 380 В (подключается к двум фазам трехфазной сети). Подключение вторичной цепи трансформатора выполняется с помощью сварочного кабеля и контактного зажима к свариваемой детали, а второго кабеля — к электродержателю. При больших расстояниях места сварки от трансформатора производится удлинение сварочных кабелей с помощью соединительных муфт.
При строительно-монтажных работах применяют сварочные кабели марок КРТП, КРПГ, РДГ. Это кабели с медными жилами, заключенными в резиновую изоляцию и оболочку. Сечение сварочного кабеля подбирают в зависимости от величины сварочного тока, т. е. определяется маркой трансформатора и выполняемой работой:
-
Сварочный ток, А —
240
300
400
500
Площадь сечения кабеля, мм2
- 25
35
50
70

Рис. 11.3. Схема подключения сварочного трансформатора.
Наборы инструментов для сварщика включают в себя:
— муфты соединительные для наращивания длины кабелей;
— электродержатели (ЭД-125, ЭД-315 и др.);
— щитки защитные, стекла и светофильтры;
— зажимы контактные;
— шлакоотделители (молоток, зубило,…);
— металлические щетки.
Конструкция электродержателей должна обеспечивать быструю замену электрода (не более 4 с), закрепление электрода в одной плоскости не менее чем в двух положениях (перпендикулярное и под углом), надежное подсоединение сварочных кабелей, стойкость материала электродержателя к термическому воздействию электрической дуги, электрическую безопасность для сварщика (сопротивление изоляции должно быть не менее 5 МОм).
Электродержатели по устройству делятся на типы: простейшие (вилочные и пластинчатые), и более сложные (пассатижные и защелочные).
Выпускается 6 моделей защитных щитков, отличающихся размерами светофильтров (52102 и 90102 мм) и креплением (ручным или наголовным).
По сравнению с ранее изготовляемыми фибровыми масками новые защитные щитки (пластмасса — поликарбонатная смола дифлон) имеют литой бесшовный корпус, более надежны, эстетичнее, прочнее и на 10…15 % уменьшают попадание вредных газов в зону дыхания сварщика.
В рамку щитка вставляется два стекла: внутреннее темное и наружное бесцветное, необходимое для защиты внутреннего стекла от металлических брызг. В зависимости от силы сварочного тока применяют стекла типов:
-
Э-1
Jн до 75 А,
Э-2
Jн до 200 А,
Э-3
Jн до 400 А,
Э-4
Jн свыше 400 А.