

Типи електродів і механічні властивості металу шва
|
Тип і марка електрода |
Механічні властивості металу шва |
Основне призначення електрода |
||
|
Міцність σв, кг/мм2 |
Подовження δ, % |
Ударна в’язкість aк, кг м/мм2 |
||
|
Э46; АНО-4 |
46 |
18 |
8 |
Для зварювання мало вуглецевих сталей постійним і змінним струмом |
|
Э42А; CМ-11 |
42…53 |
22…35 |
14…28 |
Те саме |
|
Э42А; МР-3 |
42 |
19…22 |
15 |
Для зварювання мало вуглецевих сталей змінним струмом |
|
Э42А; УОНИ 13/45 |
42 |
22 |
14 |
Для зварювання мало вуглецевих і низько вуглецевих сталей постійним струмом |
|
Э50Аф; УОНИ 13/55 |
≥ 50 |
≥ 20 |
≥ 13 |
Те саме |
-
Види зварних швів.
Вид з’єднання деталей при зварювальних роботах характеризується видом зварного шва. Основними видами швів є (рис. 4.38) стикові, кутові, таврові і внапуск. Конструктивні елементи різних швів регламентовані стандартом і в залежності від товщини зварюваних деталей та форми підготовлених кромок кожен вид шва має своє умовне позначення.
Шви стикового типу використовуються для з’єднання деталей товщиною:
С1 – 1…3 мм; С2 – 1…6 мм; С4 – 2…8 мм; С15 – 3-50 мм; С21 – 12…60 мм; С22 – 30…100 мм.
Кутові шви: У1 – 1…4 мм; У4 – 1…30 мм; У6 – 4…26 мм; У8 – 12…60 мм; У9 – 12…60 мм.
Таврові шви: Т1 – 2…6 мм; Т6 – 4…26 мм; Т9 – 12…60 мм.
Шви внапуск типу В2 – 2…60 мм.
Стикові, кутові і таврові типи швів, у залежності від товщини листів, виконують з попередньою обробкою скосів (С15, С21, У6, Т6), з відбортованими кромками (С1, У2) та без обробки (С2, У4, Т1, В2).
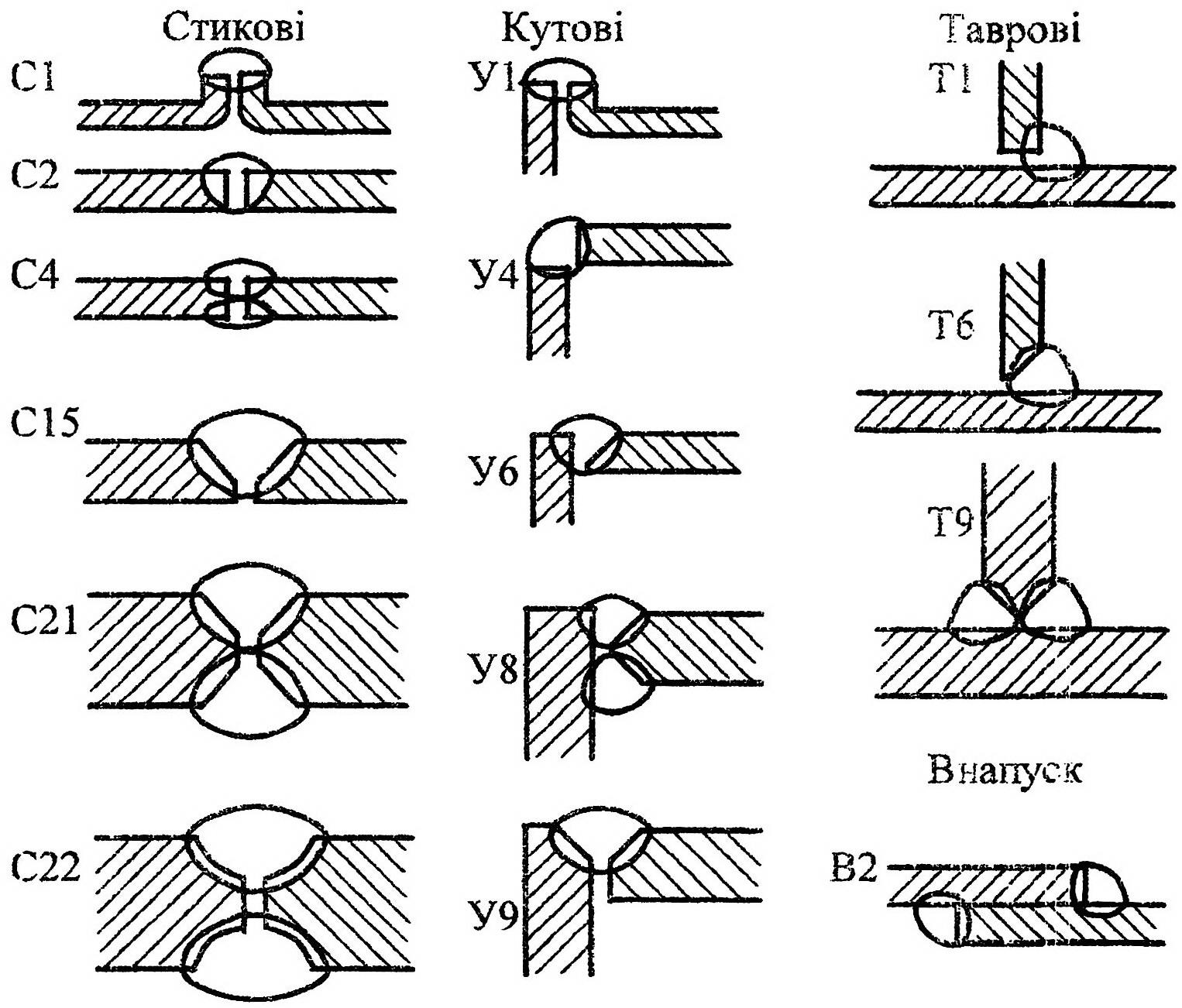
Рис. 4.38. Види та позначення основних зварних з’єднань.
 Більш
складні у виконанні горизонтальні і
вертикальні шви, але важче за все
виконувати стельові шви (рис. 4.39).
Більш
складні у виконанні горизонтальні і
вертикальні шви, але важче за все
виконувати стельові шви (рис. 4.39).

а) б) в) г)
Рис. 4.39. Просторове розташування швів.
Найбільш доцільна форма зварного з’єднання з точки зору технологічності та міцності – стикове з’єднання. При всіх видах навантажень це з’єднання має найбільшу працездатність. За положенням у просторі всі шви поділяються на нижні (рис. 4.39, а), вертикальні (рис 4.39, б),
горизонтальні (рис. 4.39, в) і стельові (рис. 4.39, г). Найбільш зручні
у виконані нижні шви, тому що розплавлений метал не витікає з кратера шва.
-
Режими ручного дугового зварювання металів плавким електродом.
Якість зварного з’єднання залежить від правильного вибору режиму та виконання процесу зварювання. Режим електродугового зварювання передбачає такі параметри: діаметр і тип електрода, сила струму, полярність і напруга дуги, швидкість зварювання.
Тип електрода обирають в залежності від хімічного складу та механічних властивостей зварюваного металу (див. табл. 4.3). Механічні властивості металу шва повинні бути вищими або дорівнювати властивостям зварюваного металу.
Діаметр електрода при ручному електродуговому зварюванні обирають в залежності від товщини зварюваного металу (табл. 4.4), шару шва і положення шва у просторі.
Таблиця 4.4