

Содержание Курсовой проект Пояснительная записка
ВВЕДЕНИЕ 4
1 Разработка инструментальной наладки для обработки детали «Шестерня привода топливного насоса» на токарном станке с ЧПУ 5
1.1Разработка маршрута обработки детали на операции 5
1.2 Выбор режущих инструментов и его обоснование 6
1.3 Выбор вспомогательных инструментов 8
1.4 Расчет режимов обработки 9
2 Расчет и конструирование червячной модульной фрезы 11
2.1Особенности конструкции современных червячных фрез 11
2.2 Расчет и конструирование червячной фрезы 19
3 Расчет и конструирование долбяка 30
3.1 Назначение и описание конструкций долбяков 30
3.2 Расчет геометрических и конструктивных параметров 32
ЗАКЛЮЧЕНИЕ 44
СПИСОК ЛИТЕРАТУРЫ 45
ПРИЛОЖЕНИЕ 46
БНТУ гр.103145-С
Маркова
Титов
Введение
Развитие машиностроения тесно связано с совершенствованием конструкции технологических машин и, в первую очередь, металлорежущих станков. Надежная и высокопроизводительная работа оборудования невозможна без комплектации его столь же надежным производительным режущим инструментом и инструментальной оснасткой. Являясь «слабым» звеном любой технологической системы, именно инструмент обеспечивает эффективность ее работы. Поэтому специалисты, которым предстоит работать в отраслях машиностроительного комплекса, должны уметь грамотно проектировать различные виды режущих инструментов, в том числе, для станков-автоматов, автоматических линий, станков с ЧПУ и гибких производственных систем с учетом требований к обрабатываемым деталям. Кроме того, эффективность режущих инструментов определяется не только их конструкцией, но и рациональными условиями эксплуатации.
В данном курсовом проекте рассматривается разработка инструментальной наладки для обработки детали «труба», расчет и конструирование червячной модульной фрезы и выбор износостойкого покрытия для спроектированной фрезы.
1 Разработка инструментальной наладки для обработки детали «Шестерня привода топливного насоса» на токарном станке с чпу
-
Разработка маршрута обработки детали на операции
При разработке маршрута обработки необходимо учитывать материал заготовки, ее размеры, тип производства, точность и качество поверхностей.
Маршрут должен быть эффективным и экономически выгодным, и обеспечивающим необходимую программу выпуска.
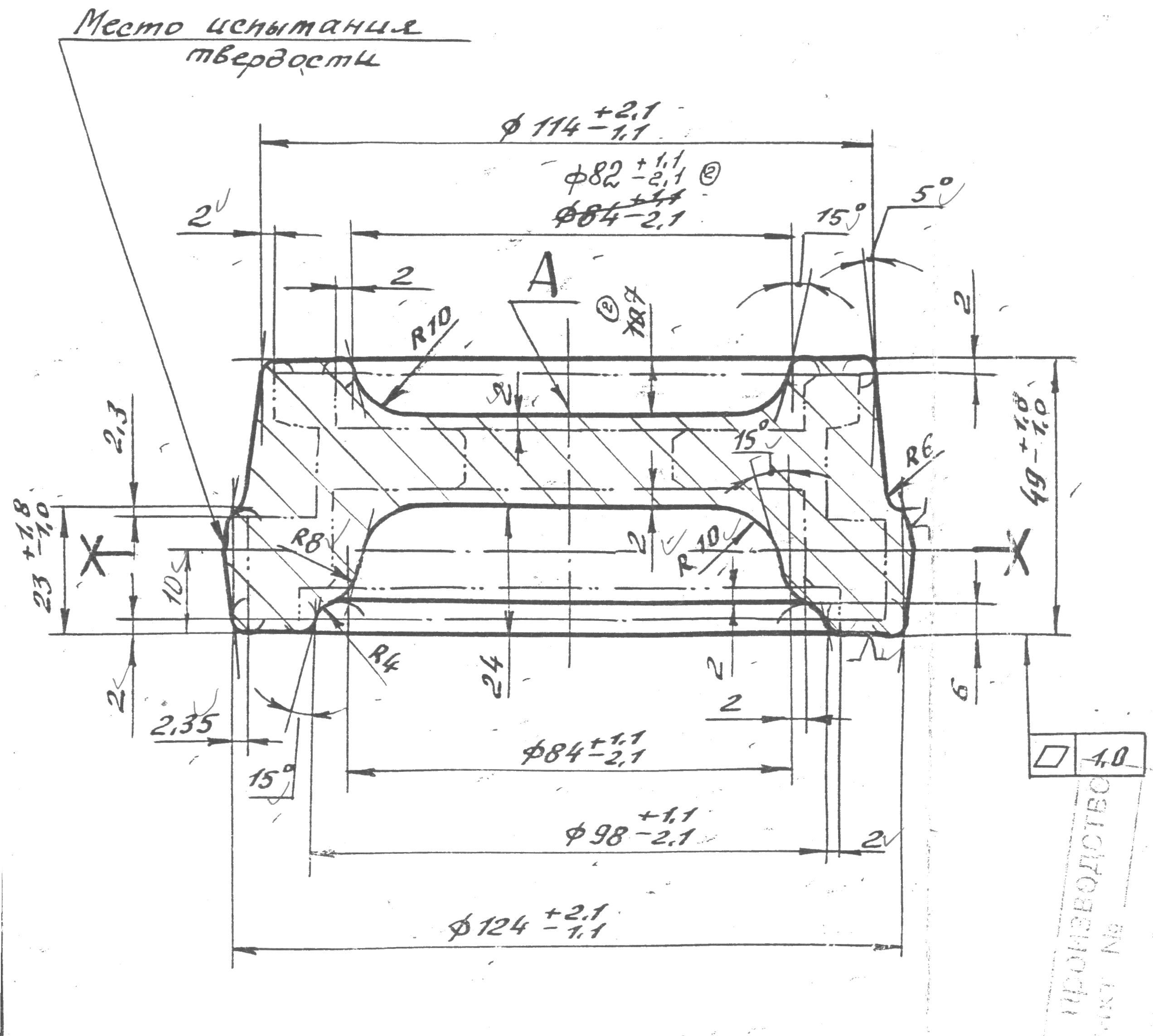
Рисунок 1.1 – Эскиз заготовки
Первым этапом разработки является определение переходов, для заданных поверхностей это:
1 Точить наружный контур;
2 Расточить отверстия предварительно;
3 Расточить отверстия окончательно;
4 Проточить канавку.

Рисунок 1.2 – Эскиз детали
Далее необходимо выбрать оборудование , которое бы позволяло это выполнить. Все эти операции может выполнить станок c ЧПУ “KNUTH 450”
С частотой вращения шпинделя 45-4000 мин-1; мощностью двигателя 15 кВт, максимальным диаметром заготовки 200 мм.
1.2 Выбор режущих инструментов и его обоснование
Режущий инструмент выбирается в зависимости от типа производства, материала заготовки, его физико-механических свойств, точности и методов обработки, конструкции и размеров заготовки, шероховатости поверхностей детали, себестоимости обработки.
Выбранный режущий инструмент сведен в таблицу 3.1
Таблица 3.1 - Выбор режущего инструмента
|
№ перехода |
Наименование инструмента |
|
1 |
Резец проходной MWLNR 2525M 08; пластина WNMG 08 04 08-MT TT3500;
|
|
2 |
Резец расточной S16R PCLNR 09 пластина CNMG 120308-MT TT3500;
|
|
3 |
Резец расточной S16R PCLNR 09; пластина CNMG 120308-FG TT3500;
|
|
4 |
Резец специальный расточной TTXIR 16 K10; пластина TGUX 100400 TT6030;
|



