

3 Обоснование способа сварки и проектирование сварного соединения
Тщательная отработка технологичности спроектированного узла — обязательное требование современного производства. Она включает правильный выбор материала, размеров и формы деталей, рациональные способы изготовления, сборки, сварки узла, а также ряд других операций с установлением качества и точности выполнения и основное оборудование, приспособления и т. п.
Сплав Амг6 применяется для изготовления конструкций, которые используются в химической и нефтехимической промышленности, энергетике, медицине и т.д. Следовательно, изделия из этого материала требуют высокого качества и относятся к ответственным деталям. Именно шовная сварка позволяет создавать герметичные и прочные соединения. Исходя из величины толщин свариваемых деталей(0,8+0,8мм), можно сделать вывод, что данный вид сварки наиболее целесообразен.
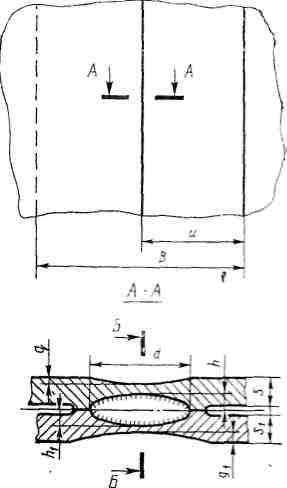
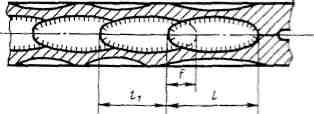
Рисунок 3.1 -Конструктивные элементы сварных соединений, выполненных шовной сваркой
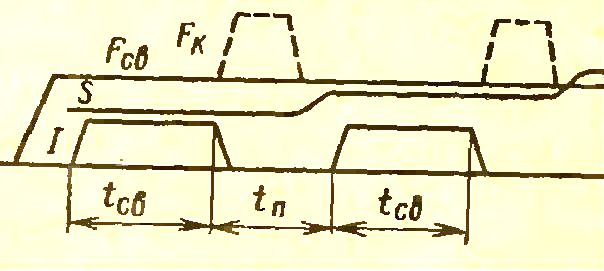
Рисунок 3.2 - Циклограмма шовной сварки.
Толщина свариваемых деталей δ = 0,8 мм.
Диаметр электрода для сварки: Dэ = 2δ+3 (3.1)
Dэ=2*0,8+3 = 4,6 (мм)
Величина нахлестки: В = (2 -3)*Dэ (3.2)
В = 3*4,6 = 14 (мм)
Расстояние от оси шва до края нахлестки: u = 0,5*В (3.3)
u = 0,5*14 = 7 (мм)
Величины проплавления h и h1 принимаем h= 50 % * δ (3.4)
h = h1 = 0,5*0,8 = 0,4 (мм)
Глубины вмятин g и g1 принимаем g = 15% * δ (3.5)
g = g1= 0,15*0,8 = 0,12 (мм)
При шовной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25 % длины литой зоны шва l.
4 Расчет режимов сварки
Тепловой баланс при шовной сварке описывается уравнением:
![]() ,
(4.1)
,
(4.1)
где
![]() -тепло,
идущее на расплавление металла в объеме
сварной точки;
-тепло,
идущее на расплавление металла в объеме
сварной точки;
![]() -
тепло, идущее на нагрев металла в зоне
термического влияния;
-
тепло, идущее на нагрев металла в зоне
термического влияния;
![]() -
тепло, идущее на нагрев металла электродов.
-
тепло, идущее на нагрев металла электродов.
![]() (4.2)
(4.2)
![]() (4.3)
(4.3)
![]() (4.4)
(4.4)
 (4.5)
(4.5)
Для алюминиевых сплавов
![]() (4.6)
(4.6)
![]() -диаметр
сварной точки;
-диаметр
сварной точки;
![]() -толщина
свариваемых деталей;
-толщина
свариваемых деталей;
![]() -плотность
свариваемого материала;
-плотность
свариваемого материала;
![]() -удельная
электропроводность св. материала;
-удельная
электропроводность св. материала;
![]() -коэффициент
температуропроводности св. материала;
-коэффициент
температуропроводности св. материала;
![]() -
коэффициент температуропроводности
эл. материала;
-
коэффициент температуропроводности
эл. материала;
![]() -время
сварки.
-время
сварки.
К1 = 0,9
К2-коэффициент, зависящий от формы электродов
Для сварки легких сплавов применяют ролики со сферической поверхностью, поэтому К 2 = 2
![]()

![]() (4.7)
(4.7)
 (4.8)
(4.8)

![]()
![]() (4.9)
(4.9)
![]() (4.10)
(4.10)
![]()
![]() (4.11)
(4.11)
![]()
![]()
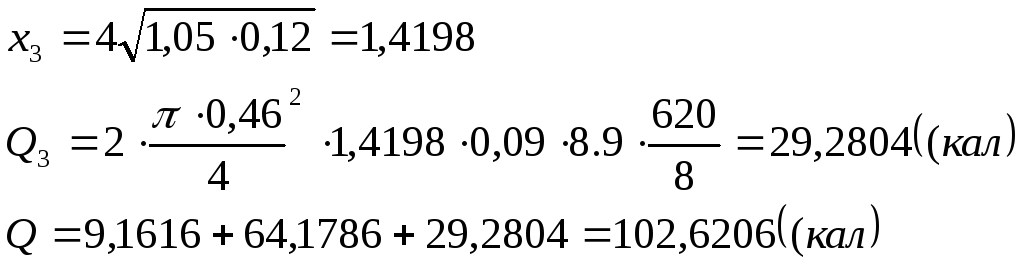
![]() (4.12)
(4.12)
![]()
Таблица 4.1 - Параметры режима шовной сварки
|
|
А, шаг, мм |
Ширина рабочей части ролика,мм |
|
Vсв. м/мин |
Цикл сварки |
|
|
|
|
|||||
|
0,8 |
2,5 |
4,6 |
27 |
0,25 |
0,12 |
0,28 |