

Работа №3 Технологический процесс листовой штамповки
17.1. Цель работы
Практическое изучение процесса листовой штамповки деталей и исследование сопротивления пробивке и вырубке в зависимости от свойств материала заготовки и геометрических размеров детали.
17.2. Порядок выполнения работы
-
Ознакомиться сданным методическим руководством.
-
Изучить устройство и порядок работы на испытательной разрывной машине FМ-250.
-
Подготовить согласно формы прил. 1 таблицу для записи исходных данных и данных результатов испытаний.
-
Получить исходные данные у преподавателя и записать их в отчет. Толщину материала измерить микрометром.
-
Произвести в заготовках пробивку отверстий, используя правую половину комбинированного штампа и испытательную машину FМ-250. Фактические величины усилий пробивки записать в отчет. Диаметры отверстий измерить на инструментальном микроскопе.
-
Рассчитать, используя полученные фактические величины усилий пробивки и приведенное в руководстве выражение, значения предела прочности материала на срез.
-
Используя прил. 2, уточнить материал заготовки и определить возможные изменения значений предела прочности данного материала на срез.
-
Рассчитать теоретически минимальное и максимальное усилие для вырубки, используя приведенное в руководстве выражение. Учесть, что силоизмеритель машины FМ-250 протарирован в кГс.
-
Произвести в заготовках вырубку шайбы, используя левую половину комбинированного штампа и испытательную машину FМ-250. Фактические величины усилий вырубки записать в отчет, причем эти фактические величины усилий вырубки должны попадать в диапазон от теоретически минимального до теоретически максимального усилия вырубки. Если этого не произошло, необходимо уточнить расчеты и марку материала заготовки.
-
Измерить на инструментальном микроскопе диаметр вырубки, рассчитать погрешность обработки, определить квалитет точности, записав все результаты в отчет.
-
Оформить и защитить отчет по выполненной работе. Форма отчета дана прил. 1.
17.3. Общие сведения о процессе листовой штамповки
Холодная листовая штамповка относится к категории технологических процессов обработки давлением. Сущность этих процессов заключается в том, что материал в холодном состоянии изменяет свою форму под действием давления, которое больше сил сцепления сил его молекул. Формообразование заготовки производится с помощью специального технологического оснащения - штампа.
В качестве заготовки при листовой штамповке используют полученные прокаткой листы, полосы или ленты. Листы применяются для штамповки крупногабаритных деталей. Малогабаритные детали штампуют из ленты. Поставляют ленту в рулонах, что удобно для автоматизации процесса подачи ленты в штамп для производства большого количества мелких деталей.
Для листовой штамповки используют весьма широкий ассортимент материалов, который можно разбить на три группы: черные металлы, цветные металлы, неметаллические материалы. Общим требованием к материалам для листовой штамповки является штампуемость. Под штампуемостью понимают отношение предела текучести данного материала к его пределу прочности. Чем больше это отношение, тем штампуемость лучше. Из черных металлов наиболее широко для листовой штамповки применяют мягкие малоуглеродистые стали. Из цветных металлов наиболее широкое применение находят медь и ее сплавы, алюминий и его сплавы. Из неметаллических материалов в приборостроении наибольшее применение нашли стеклотекстолит гетинакс и др. (прил. 2).
Штамп имеет типовую конструкцию, состоящую из верхней и нижней плит, связанных направляющими колонками. На нижней плите закреплены матрицы, на верхней плите - пуансоны.
Холодная листовая штамповка объединяет три группы технологических операций: разделительные, формоизменяющие и комбинированные. К разделительным относятся операции, в результате которых происходит полное или частичное отделение одной части материала от другой по замкнутому контуру (отрезка, вырезка, пробивка, вырубка, обрезка, надрезка, просечка, ). К формоизменяющим относятся операции, в результате которых происходит изменение формы и размеров заготовки (гибка, вытяжка отбортовка обжим, раздача формовка…). Комбинированная штамповка представляет собой совмещение в одном штампе двух или нескольких операций штамповки. Совмещение операций штамповки возможно и при использовании многопозиционного пресса.
В качестве прессового оборудования для листовой штамповки наиболее широко применяют механические прессы (кривошипно-шатунные эксцентриковые ), гидравлические пневматические и электромагнитные прессы. В данной лабораторной работе в качестве прессового оборудования используется испытательная разрывная машина FМ-250, позволяющая, в отличие от пресса, зафиксировать фактическую величину усилия штамповки.
Листовая штамповка относится к прогрессивным методам обработки и имеет широкое применение в промышленности. К преимуществам листовой штамповки относятся сравнительная простота механизации и автоматизации, высокая производительность (механические прессы дают 40-60 ходов в минуту и более); низкая себестоимость деталей, высокий коэффициент использования материала, широкий диапазон технологических возможностей, достаточно высокие точность размеров и качество поверхности деталей.
В данной лабораторной работе исследуются две операции листовой штамповки: пробивка и вырубка. При пробивке обрабатывается отверстие в детали, при вырубке - наружный контур. По схеме обработки, характеру разрушения материала и расчетам, эти операции аналогичны.
Процесс разрушения
материала при резании в штампе состоит
из трех стадий: упругой,
пластической и скалывания (рис. 17.1). В
первой стадии происходит упругий изгиб
заготовки в сторону матрицы. При этом
напряжения в материале не превосходят
предела упругости. В пластической стадии
происходят вдавливание пуансона
в заготовку и выдавливание материала
в отверстие матрицы по кольцевому пояску
у режущих кромок пуансона и матрицы.
Отпечатки от локализованного
вдавливания пуансона и матрицы остаются
на вырубленной детали
и отходе в виде смятой полоски вдоль
контура резания. В результате
локализованного
вдавливания пуансона и матрицы возникает
круговой изгибающий момент,
образованный силами резания. Под
действием кругового изгибающего
момента заготовка получает пространственный
изгиб (выпучивание), при котором с
наружной
(выпуклой) стороны заготовки возникает
двухосное растяжение, а на внутренней
стороне двухосное сжатие. Непосредственно
под режущей кромкой пуансона
создается напряженное состояние
объемного сжатия, а над режущей кромкой
матрицы - напряженное состояние с
напряжениями радиального растяжения.
В третьей стадии
процесса развиваются микротрещины со
стороны матрицы по направлению к режущей
кромки пуансона (угол скалывания
 ),
а после исчерпывания местной пластичности
материала скалывающие
трещины возникают у режущих кромок
пуансона. Скалывающие трещины
в заготовке быстро распространяются
по линиям наибольших деформаций
(поверхностям
скольжения) на внутренние слои материала
и вызывают отделение одной части
материала от другой. При дальнейшем
движении пуансон проталкивает вырезанную
часть через рабочую шейку матрицы.
),
а после исчерпывания местной пластичности
материала скалывающие
трещины возникают у режущих кромок
пуансона. Скалывающие трещины
в заготовке быстро распространяются
по линиям наибольших деформаций
(поверхностям
скольжения) на внутренние слои материала
и вызывают отделение одной части
материала от другой. При дальнейшем
движении пуансон проталкивает вырезанную
часть через рабочую шейку матрицы.
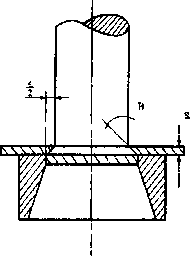
Рис. 17.1. Схема обработки
При резании в штампах основной характеристикой материала является его предел прочности (в Па) на срез:
 ,
,
где
 - усилие пробивки (вырубки), Н;
- усилие пробивки (вырубки), Н;
 =
1,2….1,3 – коэффициент, учитывающий
величину зазора и
состояние режущих кромок инструмента;
=
1,2….1,3 – коэффициент, учитывающий
величину зазора и
состояние режущих кромок инструмента;
 -
площадь среза,
м2;
-
площадь среза,
м2;
 - длина
контура (периметр) вырубаемой детали,
м;
- длина
контура (периметр) вырубаемой детали,
м;
 -
толщина материала, м.
-
толщина материала, м.
На величину предела прочности материала на срез оказывает влияние ряд факторов: величина зазора между матрицей и пуансоном, острота режущих кромок пуансона и матрицы, условия работы штампа (скорость деформирования, смазка, параллельность плоскостей режущих кромок пуансона и матрицы и др.); соотношение толщины материала с размерами вырубаемого контура.
Возможные изменения значений предела прочности на срез для конкретных материалов приводятся в справочниках (см. прил. 2). При выполнении операции листовой штамповки на производстве надо знать возможный диапазон изменения усилия штамповки.
Для штампов с
параллельными режущими кромками усилие
вырубки (в Н) определяют
по формуле
 .
.
При вырубке мелких деталей более точные значения дает выражение
 ,
,
где
 - диаметр вырубки
(пробивки), м.
- диаметр вырубки
(пробивки), м.
Диаграмма изменения усилия вырубки на протяжении рабочего хода приведена на рис. 17.2.

Рис. 17.2. Диаграмма изменения усилия вырубки