

Вибір обладнання, що використовується при електротермічному способі напруження арматури.
Установка для зварювання стержньових батогів СМЖ-524 – для заготовлення стержньових батогів довжиною 7,2...12,5 м і 19,2...24,5 м з анкерними головками на кінцях.
При заготовленні напружуваної арматури на установці СМЖ-524 стержні з її живильника подаються на зварювальну машину механізмом подавання. На передній кінець першого стержня надівається шайба і проводиться гаряче висадження анкерної головки. Стержень подається таким чином, що його кінець закріплюється в затискних губках зварювальної машини. Потім подається другий стержень і проводиться їх стикове зварювання. По досягненні переднім анкером отриманого батога упора з кінцевим вимикачем подача арматури припиняється і проводиться різання кінця батога, надівається друга шайба і висаджується на ньому анкер. Готовий арматурний батіг скидається в стелаж або передається на машину СМЖ-525 для зміцнення стержнів.
Машина СМЖ-525 – призначена для механічного зміцнення стержньової напружуваної арматури класу А-IIIв за допомогою її витягування. Стержньовий батіг укладають у затисклювачі, виконують його розрахунковий розтяг гідравлічним домкратом, витримують у розтягнутому стані не менше 2 хвилин і відпускають натяг.
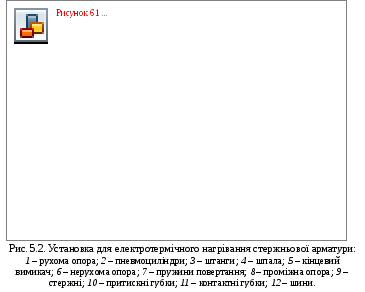
Установка СМЖ-129В – призначена для подовження арматурних стержнів електронагріванням. Дві заготовки з анкерними головками на кінцях укладають у струмопроводні затискачі рухомої і нерухомої опор.
Нагрівання стержнів триває доти, поки рухома опора не доторкнеться до кінцевого вимикача, розміщеного на відстані, що забезпечує задане подовження. Розігріті подовжені стержні вручну переміщують і укладають в упори форми.
Установка СМЖ-128В – призначена для висадження анкерних головок з попереднім нагріванням кінців арматурних стержнів, що осаджуються. Стержні з стелажа підйомним механізмом подаються в затискні губки. Потім проводиться нагрівання кінців стержнів, висадження головок і скидання заготовлених стрижнів у контейнер.
Автоматизована установка ДМ-2 (СМЖ-484) здійснює повний комплекс операцій, включаючи мірне нарізання стержнів; висадження анкерних головок; переміщення до електроконтактів, нагрівання стержнів; переміщення й укладання нагрітих стержнів в упори форми.
Загальний час на виконання усіх операцій при заготовленні і натяганні одного стержня діаметром 12 мм, довжиною 6 м становить 50-60 с. Робота установки розпочинається з укладання пакета стержнів краном у живильник, звідки спеціальним механізмом відбирається й подається в зону різання один стержень.
Після вимірювання відстані між кожною наступною парою упорів за командою ЕОМ стержень відрізається відповідно до розрахунку за програмою. Далі в автоматичному режимі стержні подаються послідовно на висаджування анкерних головок і нагрівання. Після нагрівання кінцеві захвати опускають стержні в упори форми.
Технічні характеристики перелічених машин подано в табл.5.8.
|
Діаметр арматури, мм |
Електричний опір, R, 10-4 Ом |
Кількість теплоти, яка потрібна для нагрівання 1 м стержня, ккал |
О
Таблица
5.7 |
|||||||||||||||
|
Qн |
Qп при =1 хв. |
Qн |
Qп при =1 хв. |
Qн |
Qп при =1 хв. |
Qн |
Qп при =1 хв. |
активний R |
повний Z |
|||||||||
|
|
|
при температурі, С |
||||||||||||||||
|
|
|
300 |
350 |
400 |
450 |
300 |
350 |
400 |
450 |
300 |
350 |
400 |
450 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
|
10 |
16,7 |
21,9 |
3,33 |
26,8 |
4,26 |
30,8 |
5,33 |
35,8 |
5,52 |
51,4 |
58,5 |
61,2 |
65,7 |
58,0 |
63,6 |
68,8 |
74,2 |
|
|
12 |
11,5 |
31,4 |
3,98 |
37,7 |
5,09 |
44,2 |
6,37 |
51,5 |
7,78 |
40,0 |
49,8 |
47,6 |
51,2 |
47,0 |
51,3 |
54,8 |
60,2 |
|
|
14 |
8,45 |
42,7 |
4,77 |
51,3 |
6,02 |
60,0 |
7,54 |
70,0 |
9,22 |
33,2 |
36,7 |
39,5 |
42,5 |
38,4 |
41,8 |
45,6 |
49,2 |
|
|
16 |
6,45 |
55,8 |
5,28 |
67,0 |
6,75 |
78,5 |
8,45 |
91,1 |
10,33 |
28,5 |
31,2 |
34,0 |
36,5 |
33,2 |
36,2 |
39,4 |
42,5 |
|
|
18 |
5,12 |
70,6 |
5,92 |
84,8 |
7,58 |
99,4 |
9,5 |
115,6 |
11,61 |
25,2 |
27,6 |
30,0 |
32,3 |
29,4 |
32,1 |
34,9 |
37,6 |
|
|
20 |
4,15 |
87,2 |
6,66 |
104,7 |
8,52 |
122,8 |
10,66 |
143,0 |
13,05 |
22,6 |
24,8 |
26,9 |
29,0 |
26,4 |
28,8 |
31,3 |
33,8 |
|
|
22 |
3,42 |
104,3 |
7,47 |
126,3 |
9,56 |
148,0 |
11,95 |
172,0 |
14,65 |
20,7 |
22,7 |
24,6 |
26,5 |
24,4 |
26,6 |
29,0 |
31,2 |
|
|
25 |
2,65 |
136,0 |
8,37 |
163,0 |
10,7 |
191,2 |
13,4 |
225,5 |
16,4 |
18,0 |
19,7 |
21,4 |
23,1 |
21,2 |
23,1 |
25,2 |
27,1 |
|
|
28 |
2,11 |
170,5 |
9,25 |
204,2 |
11,8 |
240,0 |
14,82 |
279,0 |
18,75 |
16,2 |
17,7 |
19,3 |
20,7 |
18,9 |
27,0 |
22,5 |
24,3 |
|
|
32 |
1,62 |
223,0 |
10,6 |
268,0 |
13,6 |
314,0 |
17,05 |
365,0 |
20,8 |
14,2 |
15,5 |
16,8 |
18,2 |
16,7 |
18,2 |
19,8 |
21,3 |
|
|
36 |
1,28 |
282,0 |
11,8 |
332,0 |
15,25 |
397,0 |
19,1 |
462,0 |
28,4 |
12,6 |
13,8 |
15,1 |
16,2 |
14,9 |
16,2 |
17,7 |
19,1 |
|
Таблиця 5.8. Технічна характеристика установок, що використовуються при електротермічному способі напруження арматури
|
Показник |
СМЖ-524 |
СМЖ-525 |
СМЖ-128В |
СМЖ-129В |
ДМ-2 |
|
Діаметр арматурних стержнів, мм |
12...40 |
22...36 |
10...25 |
10...25 |
10...18 |
|
Довжина стержнів або стержньових батогів, мм |
7200... 24600 |
6000... 24000 |
5590... 7500 |
3000... 7500 |
6100... 6500 |
|
Клас сталі стержнів |
A400; A600; A800 |
A400 |
A600-1000; Aт500-1000 |
A400; A600-1000 |
A600; Aт600-1000 |
|
Установлена потужність трансформаторів, кВА |
150 |
- |
140 |
40 |
176 |
|
Габарити, мм: довжина |
22610... 36960 |
9635... 27635 |
9190 |
6600 |
10360 |
|
ширина |
1525 |
1750 |
1800 |
1250 |
9900 |
|
висота |
1630 |
1035 |
1130 |
1450 |
1780 |
|
Маса, кг |
5280 |
5100 |
2500 |
820 |
8500 |
Приклад. Виробництво багатопустотних залізобетонних плит перекриттів марки ПК 8-60-15 розміром 5980×1490×220 мм виконується за агрегатно-потоковою технологією.
Вироби формуються на силових піддонах з негайним розпалублюванням. Натяг арматури класу А-IV 10 мм (5 шт.) проводиться електротермічним способом.
Величина проектного напруження арматури становить 420 МПа. Потрібно визначити довжину напружуваного елемента, температуру електронагрівання, а також параметри струму для електронагрівання.
1). Обчислюємо величину подовження арматури l0 (5.1), попередньо визначивши:
-
початковий модуль пружності арматурної сталі класу A600 - Епоч=2×105 МПа (табл.2.1);
-
відстань між зовнішніми гранями упорів на піддоні (див. рис. 6.2а): Ly=lв+2ly=5980+2×200=6380 мм;
-
коефіцієнт k=1 (табл.5.4);
-
гранично допустиме відхилення попереднього напруження арматури 0=90 МПа (табл.5.3);
-
виконання умови 0+0 Rан 0,95×т : 420+90=5100,95×600=570 – умова виконується.
![]() ;
;
2). Визначаємо повне подовження арматури при її електронагріванні за формулою (5.2): lп=l0+lз+lф+lн+Сt, мм
l0=16,3 мм;
lз=2m×0=2×0,03 мм3/кгс ×27кгс/мм2=1,62 мм (приймаємо тип анкера – «висаджена голівка»);
lф=2 мм (багатопустотні плити перекриття формуються на піддонах довжиною 6...12 м з жорсткими упорами);
lн=0 (тому що як напружуваний елемент використовується не дротяна, а стержньова арматура);
Сt=6,38×0,5=3,19 мм
lп=16,3+1,62+2,0+3,19=23,08 мм
3). Температура, яка потрібна для нагрівання і подовження арматури для забезпечення заданого напруження, визначається за формулою 5.3:
![]() ,С,
,С,
lк=Lз-1000 мм; lк=6391,7-1000=5391,7 мм,
де довжина заготовки: Lз=Ly+2la-lc-lф-lн-l0=6380+2(2,5×10+5)-18,31=6391,7 мм;
=13,8×10-6 (табл.5.6) – ця величина вибирається, виходячи із застосовуваного класу напружуваної арматури (А-IV), а також температурного інтервалу (20-400С), визначеного з табл.5.2;
t0=20С
![]() .
.
4). Визначаємо потрібну силу струму для нагрівання арматурної сталі до розрахункової температури (5.5):
![]() ,
,
Q=Qн+Qп×; Qн=24,84 ккал; Qп=3,89 ккал (при =1 хв.) – табл.5.7
Q=24,84+3,89=28,73 ккал;
К=1 (при послідовному включенні стержнів, що нагріваються);
R=55,66×10-4 Ом (табл.5.7)
![]() ;
;
5). Напруга струму при електронагріванні стержньової арматури
![]() ,
В,
,
В,
Z=61,36×10-4 Ом (табл.5.7);
m=n=3 (при послідовному включенні стержнів, що нагріваються) – в установці СМЖ-129В можна одночасно нагрівати 3 стержня.
![]() В
В
6). Потужність трансформатора при електронагріванні стержнів арматури (5.10):
![]() ;
;
7). Вибираємо тип установки для електронагрівання стержнів – СМЖ-129В (установлена потужність 40 ква – табл.5.8).