

Варіанти завдань
|
№ |
бухти |
штабель |
||||||
|
Nб, Т |
Dз, мм |
Dв, мм |
a, мм |
d, мм |
L, м |
b, м |
h, м |
|
|
1 |
0,8 |
1200 |
600 |
650 |
5,5 |
6 |
0,5 |
0,53 |
|
2 |
0,9 |
1100 |
900 |
600 |
10 |
7 |
0,8 |
0,55 |
|
3 |
1 |
1200 |
1000 |
550 |
18 |
8 |
1,2 |
0,57 |
|
4 |
1,1 |
1050 |
800 |
500 |
16 |
9 |
1 |
0,6 |
|
5 |
1,2 |
950 |
700 |
700 |
6 |
10 |
0,6 |
0,55 |
|
6 |
0,95 |
1050 |
1200 |
750 |
12 |
11 |
0,7 |
0,6 |
|
7 |
1 |
1000 |
1200 |
650 |
14 |
12 |
1 |
0,49 |
|
8 |
0,85 |
1050 |
800 |
800 |
8 |
7 |
0,65 |
0,6 |
|
9 |
0,75 |
1100 |
900 |
750 |
10 |
8 |
0,8 |
0,61 |
|
0 |
1,1 |
1200 |
1100 |
550 |
12 |
9 |
0,7 |
0,6 |
Практична робота №2 різання пруткової арматури приводними верстатами
Завдання. Вивчити процес різання пруткової арматури та провести
технологічні разрахунки
Для виготовлення арматурних елементів арматурну сталь заготовляють на спеціальних верстатах. Пруткову арматурну сталь ріжуть на приводних верстатах. Кінематична схема верстату наведена на рис. 2.1. Верстат приводиться в дію від електродвигуна за допомогою пасової та зубчастої систем передач.
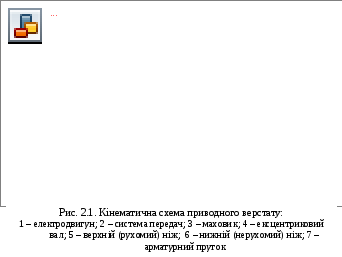
Арматурний пруток, що перерізується, вкладається між нижнім нерухомим та верхнім рухомим ножами. Верхній ніж при повному оберті ексцентрикового валу буде мати робочий хід вниз і холостий вверх. Під час холостого ходу ножа маховик набирає живу силу(інерцію), яка витрачається потім на різання під час робочого ходу ножа. Таким чином забезпечується рівномірна робота машини при незначній потужності електродвигуна. Кількість ходів ножа залежить від передаточного числа зубчастої передачі і становить 33...39 за 1 хв.
Станина верстата монтується на фундаменті. Ножі повинні мати заточку під кутом 75о – 85о. На верстатах типу СМЖ-172А та СМЖ-322 виконують різання арматурної сталі класів А240С, А400С таА500С діаметром до 40 мм.