

Варіант завдань
|
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
0 |
|
D, мм |
12А300 |
18А400 |
12240 |
14А300 |
8А240 |
16А600 |
10А400 |
16А800 |
22А30 |
20А800 |
|
С (см2×Ом)/с |
0,0025 |
0,0026 |
0,0027 |
0,0028 |
0,0029 |
0,003 |
0,0029 |
0,0028 |
0,0027 |
0,0026 |
Практична робота №5. Електротермічний спосіб натягання арматури
Завдання. Визначити довжину напружуваного елемента, температуру,
а також параметри струму електронагрівання.
Електротермічний спосіб натягання арматури застосовують у промисловості збірного залізобетону з 60-х років. У наш час майже 80% попередньо-напружених конструкцій в Україні виготовляють з цим способом натягання арматури. При напруженні арматури електротермічним способом нагріті електричним струмом до зазначеного подовження арматурні елементи фіксують у жорстких упорах форм або піддонів, які перешкоджають скороченню арматури під час охолодження, внаслідок чого в них виникає задане напруження.
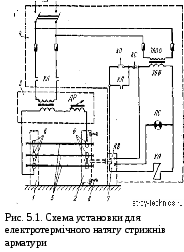 Схема установки
для електротермичного
натягу арматури
показана на рис.
5.1. Основними вузлами установки є
нерухома / і рухлива 2 контактні стійки,
зварювальний трансформатор із дроселем
і магнітною станцією.
Електричний струм надходить у ланцюг
зварювального трансформатора при
включенні контактора КЛ кнопкою КП. При
цьому стрижні арматур, нагріваючись,
подовжуються й рухлива стійка
пересувається. По досягненні розрахункової
температури, що відповідає необхідному
подовженню стрижня, важіль впливає на
кінцевий вимикач KB, що розриває електричний
ланцюг котушки контактора КЛ, і
трансформатор відключається від мережі.
Схема установки
для електротермичного
натягу арматури
показана на рис.
5.1. Основними вузлами установки є
нерухома / і рухлива 2 контактні стійки,
зварювальний трансформатор із дроселем
і магнітною станцією.
Електричний струм надходить у ланцюг
зварювального трансформатора при
включенні контактора КЛ кнопкою КП. При
цьому стрижні арматур, нагріваючись,
подовжуються й рухлива стійка
пересувається. По досягненні розрахункової
температури, що відповідає необхідному
подовженню стрижня, важіль впливає на
кінцевий вимикач KB, що розриває електричний
ланцюг котушки контактора КЛ, і
трансформатор відключається від мережі.
Одночасно загоряється сигнальна лампа ЛС, що вказує на готовність стрижнів. Потім стрижні знімаються зі стійок, укладаються у форму, рухлива стійка під дією пружини повертається у вихідне положення, і цикл повторюється.
При електротермічному натяганні аби уникнути зниження умовної границі текучості і тимчасового опору розриву напружуваної арматури температура нагрівання не повинна перевищувати значень, наведених у табл.5.1.
Таблиця
5.1.
Розміри шайб для опресування
|
Діаметр, мм |
Висота шайби для опресування, в залежності від класу арматури, мм |
||||
|
арматури |
шайби внутрішній |
шайби зовнішній |
А600 |
А800 |
А1000 |
|
10 |
13 |
30 |
8 |
10 |
11 |
|
12 |
15 |
32 |
8 |
11 |
14 |
|
14 |
17 |
32 |
10 |
13 |
17 |
|
16 |
20 |
36 |
11 |
15 |
19 |
|
18 |
22 |
36 |
13 |
17 |
21 |
|
20 |
24 |
40 |
14 |
19 |
23 |
|
22 |
26 |
42 |
16 |
21 |
25 |
Тривалість нагрівання у межах 0,5-10 хвилин істотно не впливає на властивості як гарячекатаної, так і термічно зміцненої стержньової арматурної сталі. Проте для підвищення продуктивності праці і зменшення витрат електроенергії рекомендується приймати тривалість нагрівання 1-3 хв. В той же час, тривале нагрівання високоміцного дроту впливає на механічні характеристики цієї сталі. Тому час нагрівання високоміцної дротяної арматури не повинен перевищувати величин, наведених у табл.5.2.
Температура нагрівання контролюється за величиною подовження сталі, а також термопарами, термоолівцями та іншими приладами, що забезпечують вимір температури з максимальною похибкою не більш 20 і не перешкоджають здійсненню технологічних операцій нагрівання і натягу арматури. Аби запобігти місцевому перегріву, потрібно забезпечувати щільний контакт струмопроводних затискачів до арматури. Зусилля притискання повинно бути не менше 2 кН (для стержнів великого діаметра), 1 кН (для стержнів діаметром від 10 до 14 мм) і 0,2 кН (для дроту).
Таблиця 5.2 Температура і час електронагрівання арматурної сталі
|
Арматурна сталь |
Температура нагрівання, С |
Час нагрівання, хвилин |
||
|
клас |
марка або діаметр, мм |
рекомендована |
максимально допустима |
|
|
A800 |
23X2Г2Т |
400 |
500 |
0,5-10 |
|
A600 |
80С |
400 |
600 |
0,5-10 |
|
|
20ХГ2Ц |
400 |
500 |
0,5-10 |
|
Aт-VI |
20ГС, 20ГС2 |
400 |
450 |
0,5-10 |
|
Aт-V |
20ГС, 20ГС2 |
400 |
450 |
0,5-10 |
|
Aт-IV |
20ГС, 20ГС2 |
400 |
450 |
0,5-10 |
|
А-IIIв |
35ГС, 25ГС2 |
350 |
450 |
0,5-10 |
|
Вр-II |
4 |
- |
350 |
0,1-0,5 |
|
|
5 |
- |
400 |
0,15-0,8 |
|
|
6 |
- |
450 |
0,2-1,0 |
При натяганні арматури електротермічним способом величина 0+0 не повинна прийматися більш як Rан (0,95т), де Rан – нормативний опір сталі (T – границя текучості), МПа; 0 – допустиме граничне відхилення величини 0 (МПа), значення якого залежать від довжини виробу Lв, м (табл.5.3).
При електротермічному способі натягання арматури з високоміцного дроту класу Вр-II величина 0+0 не повинна прийматися більше 0,7Rан.
Величина попереднього напруження, 0, при електротермічному способі натягання досягається забезпеченням заданого подовження арматури l0, яке визначається за формулою:
![]() мм, (5.1),
мм, (5.1),
де Епоч – початковий модуль пружності арматурної сталі, МПа; Ly - відстань між зовнішніми гранями упорів на формі, піддоні або стенді, мм; Ly=lв+2ly (lв – довжина виробу, мм; ly=150...200 мм – (рис. 5.3, а); k - коефіцієнт, який враховує пружнопластичні властивості сталі; визначається відповідно до даних табл.5.4, 0 – гранично допустиме відхилення попереднього напруження арматури, МПа.
Таблиця 5.3
|
Довжина виробу, м |
Граничні відхилення 0, МПа |
|
5* |
+100 |
|
6,5 |
+80 |
|
9,5 |
+70 |
|
13 |
+60 |
|
16 |
+55 |
|
19 |
+50 |
|
25 і більш |
+45 |
*Примітка - при проміжних значеннях довжини виробу граничне відхилення попереднього напруження арматури 0 визначають лінійною інтерполяцією.
Орієнтовне подовження стержньової арматури (l0), мм, при електротермічному натяганні приймають по табл.5.5.
Повне подовження арматури при її електронагріванні визначають за формулою:
lп=l0+lз+lф+lн+Сt, мм, (5.2),
де lз – величина зсуву губок інвентарних затискачів відносно корпусу, деформація шайб під висадженими головками, зминання висаджених головок, опресованих шайб, упорів і таке інше, мм - lз=2m×0, де m=0,02 і 0,03 мм3/кгс відповідно для анкерів типу “обтиснута обойма” і “висаджена голівка”; lф – поздовжня деформація форми, піддона або стенда, мм - lф=1...3 мм – для піддонів довжиною 6...12 м з жорсткими упорами; lф=3...4 мм для форм з поворотними упорами; Сt – додаткове подовження, що забезпечує вільне укладання арматурного стержня в упори з урахуванням охолодження при переносі (приймається не менше як 0,5 мм на 1 м довжини стержня); lн – залишкова деформація, що виникає внаслідок нагрівання високоміцного дроту:
lн=5×10-6(tр-300)ly; tp=350...400C – рекомендована температура нагрівання.
Температуру нагрівання арматури для забезпечення заданого напруження визначають за формулою:
![]() ,С (5.3)
,С (5.3)
де lн – відстань між струмопровідними контактами (довжина ділянки арматури, що нагрівається), мм - lн=Lз-1000 мм; t0 – температура оточуючого середовища, С; - коефіцієнт лінійного розширення арматурної сталі (табл.5.6).
Таблиця 5.4
|
0, МПа |
k для арматури класу |
||||
|
|
А600, марок |
A-V і Aт-V |
Aт-VI |
Bp-II 5 мм |
|
|
|
80C |
20Г2Ц, 20ГСП |
|
|
|
|
300 |
1 |
1 |
1 |
1 |
1 |
|
400 |
1 |
0,5 |
1 |
1 |
1 |
|
500 |
1,05 |
1,1 |
1,05 |
1 |
1 |
|
600 |
1,15 |
1,2 |
1,05 |
1,05 |
1 |
|
700 |
- |
- |
1,1 |
1,05 |
1 |
|
800 |
- |
- |
1,15 |
1,1 |
1,05 |
|
900 |
- |
- |
- |
1,2 |
1,1 |
Примітка: 1. Значення коефіцієнта k для сталі класів Ат-IV і А-III допускається приймати такими ж, що і для арматури класу А-IV марок 20Г2Ц і 20ГСП;
2. Проміжні значення k визначаються лінійною інтерполяцією.
Таблиця 5.5
|
0, МПа |
Розрахункове подовження, мм, сталі класів |
|||||||
|
|
А600 марки 80С і А800, Ат-V |
A600 марки 20ГЦ2 і А400 (35ГС) |
||||||
|
|
Відстань між упорами, м |
|||||||
|
|
6 |
12 |
18 |
24 |
6 |
12 |
18 |
24 |
|
390 |
14 |
27 |
40 |
53 |
15 |
29 |
44 |
58 |
|
400 |
15 |
29 |
43 |
57 |
16 |
31 |
46 |
61 |
|
440 |
16 |
31 |
46 |
62 |
18 |
35 |
52 |
69 |
|
480 |
17 |
34 |
50 |
66 |
20 |
39 |
59 |
78 |
|
500 |
18 |
35 |
52 |
69 |
21 |
42 |
62 |
83 |
|
540 |
19 |
38 |
56 |
75 |
- |
- |
- |
- |
|
580 |
20 |
40 |
60 |
80 |
- |
- |
- |
- |
|
600 |
21 |
42 |
62 |
82 |
- |
- |
- |
- |
Довжина арматурної заготовки Lз – визначається за формулою:
Lз=Ly+2la-lз-lф-lн-l0 (5.4),
де lа – довжина кінця стержня, що використовується для утворення тимчасового кінцевого анкера, мм. Для “обтиснутих шайб” lаН+5 мм, де Н - висота шайби після опресування (табл. 5.1). Для “висаджених головок” lа=2,5d+5 мм, де d - діаметр арматури.
Таблиця 5.6
|
Температурний |
Коефіцієнт лінійного розширення арматури, ×106, 1/C |
||
|
інтервал, С |
гарячекатаної класів А600, А800 і А500в |
термічно зміцненої класів Ат600, Ат800 і Ат100 |
дроту класу А240 |
|
20-300 |
13,2 |
12,5 |
13 |
|
20-350 |
13,5 |
13 |
13,4 |
|
20-400 |
13,8 |
13,5 |
13,8 |
|
20-450 |
14,2 |
14 |
14,1 |
|
20-500 |
14,5 |
- |
14,5 |
Для забезпечення потрібної точності попереднього напруження арматури необхідно, щоб граничні відхилення фактичного подовження натягнутої арматури від розрахункового не перевищували: 4 мм - при відстані між упорами 5...6,5 м; 6 мм – 9,5 м; 7 мм - 13 м; 8 мм - 16 м; 9 мм - 19 м; 10 мм - 25 м і більш.
Зусилля притискання на один контакт має бути не менше 1000 Н для сталі діаметром 10...14 мм, не менше 2000 Н - для стрижнів великих діаметрів і не менше 200 Н для дроту діаметром до 8 мм.
При виборі типів і кількості перетворювачів току в установках для електричного нагрівання арматури визначаються сила струму, напруга і потужність за формулами:
![]() ,
(5.5)
,
(5.5)
де Q - повна кількість теплоти, що витрачається на нагрівання 1 м стержня до розрахункової температури, ккал; К- коефіцієнт, що залежить від схеми підключення стержнів в електричний ланцюг; К=1 при послідовному включенні і К=n при паралельному включенні (n - кількість стержнів, що нагріваються одночасно); R - активний опір 1 м стержня, Ом×10-4, при розрахунковій температурі нагрівання, приймається по таблиці 5.7; - час нагрівання, хв.; Q=Qн+Qп×, ккал, де Qн - кількість тепла, ккал, що витрачається на нагрівання 1 м стержня до розрахункової температури (без урахування втрат), приймається по зазначеній таблиці; Qп - втрати тепла, ккал 1 м стержня тепловипромінюванням і конвекцією протягом 1 хв., приймається по зазначеній таблиці.
При нагріванні дротяної арматури силу струму визначають за формулою:
![]() , (5.6)
, (5.6)
де m - маса 1 м дроту або сталки, кг; n - кількість дротинок або сталок що нагріваються одночасно; с - питома теплоємність сталі – 0,5×103 Дж/(кг×с); t - розрахункова температура нагрівання, С; Rср - середнє значення електричного опору 1 м арматури при нагріванні, що визначається за формулою:
![]() ,
Ом (5.7)
,
Ом (5.7)
де - питомий електричний опір арматури – 12×10-8 Ом×м; 0 - температурний коефіцієнт опору арматури 0,0048 К-1.
Напруга струму:
![]() ,
В (5.8)
,
В (5.8)
де z - повний опір 1 м стержня, Ом×10-4 при нагріванні до розрахункової температури, прийнятий по таблиці 5.7; l - довжина ділянки стержня, що нагрівається, м; m - коефіцієнт, що залежить від схеми включення; при послідовному включенні m=n і при паралельному m=1.
При електронагріванні дротяної арматури напругу струму обчисляють за формулою:
![]() ,
В (5.9)
,
В (5.9)
Потрібну потужність трансформатора N при електронагріванні стержнів арматури обчисляють за формулою (5.10), а при нагріванні дротяної – за формулою (5.11):
![]()
![]() ,
кВА (5.10)
,
кВА (5.10)
![]() ,
кВА (5.11)
,
кВА (5.11)
За отриманими значеннями I, U і N підбирають відповідні трансформатори.