

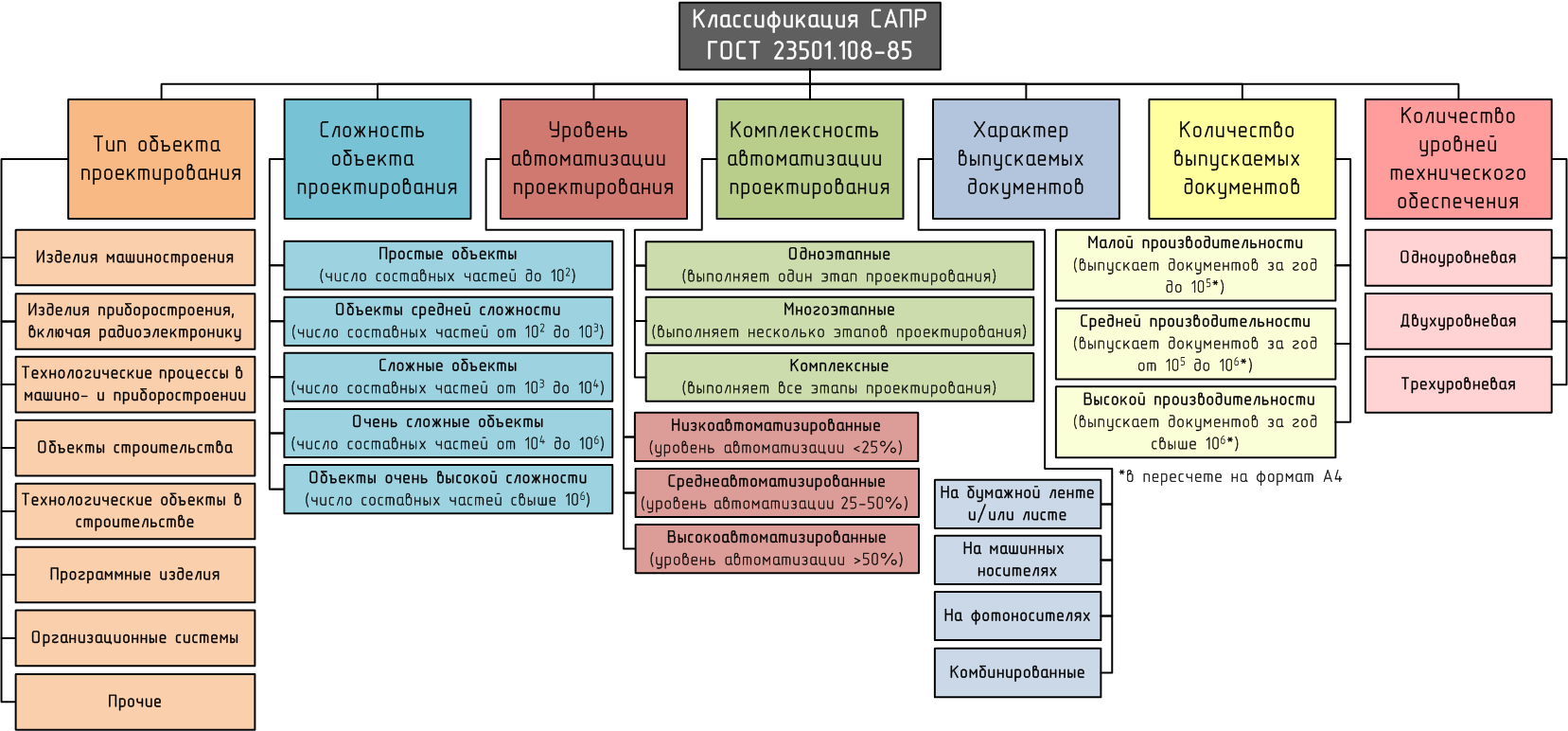
2.3.2.3 Классификация сапр по гост 23501.108-85
ГОСТ 23501.108-85 устанавливает следующие признаки классификации САПР: тип объекта проектирования, разновидность объекта проектирования, сложность объекта проектирования, уровень автоматизации проектирования, комплексность автоматизации проектирования, характер выпускаемых документов, количество выпускаемых документов, количество уровней в структуре технического обеспечения.
[6]>>
2.4 Системы автоматизации управления
2.4.1 Управление жизненным циклом изделия (plm)
Информация о PLM портала Wikipedia.org:
<<Product Lifecycle Management (PLM) (жизненный цикл изделия) — технология управления жизненным циклом изделий. Организационно-техническая система, обеспечивающая управление всей информацией об изделии и связанных с ним процессах на протяжении всего его жизненного цикла, начиная с проектирования и производства до снятия с эксплуатации. При этом в качестве изделий могут рассматриваться различные сложные технические объекты (корабли и автомобили, самолёты и ракеты, компьютерные сети и др.). Информация об объекте, содержащаяся в PLM-cистеме является цифровым макетом этого объекта. [7]>>
Основное ядро любого PLM-комплекса – система PDM.
2.4.2 PDM – управление данными об изделии
Согласно данным Wikipedia.org:
<<PDM-система (англ. Product Data Management — система управления данными об изделии) — организационно-техническая система, обеспечивающая управление всей информацией об изделии. При этом в качестве изделий могут рассматриваться различные сложные технические объекты (корабли и автомобили, самолёты и ракеты, компьютерные сети и др.). PDM-системы являются неотъемлемой частью PLM-систем.
-
управление инженерными данными (engineering data management — EDM)
-
управление документами
-
управление информацией об изделии (product information management — PIM)
-
управление техническими данными (technical data management — TDM)
-
управление технической информацией (technical information management — TIM)
-
управление изображениями и манипулирование информацией, всесторонне определяющей конкретное изделие.
Базовые функциональные возможности PDM-систем охватывают следующие основные направления:
-
управление хранением данных и документами
-
управление потоками работ и процессами
-
управление структурой продукта
-
автоматизация генерации выборок и отчетов
-
механизм авторизации [8]>>
2.5 Структура типовой интегрированной системы:
Для формирования представления о структуре типовой интегрированной автоматизированной системы КТПП предприятия необходимо рассмотреть взаимодействие всех средств, входящих в состав PLM. Все используемые в данном подразделе материалы (обрамленные следующим образом <<…>>) взяты из электронной энциклопедии PLM портала isicad.ru. Для удобства восприятия приведены определения ранее расшифрованных понятий в интерпретации источника.
<<PLM – это современная бизнес-стратегия, применяемая ведущими производственными предприятиями для сокращения времени вывода на рынок новых продуктов за счет использования передовых средств разработки изделий (CAD/CAE) и подготовки производства (CAM/CAPP/MPM), уменьшения стоимости разработки за счет повторного использования инженерных данных и организации совместной работы распределенных коллективов (PDM). >>[9]
Все вышеперечисленные средства автоматизации, входящие в состав Управления жизненным циклом продукта (PLM), тем или иным образом используют данные, полученные от систем Автоматизированного проектирования (CAD).
1)Системы Автоматизированного конструирования (CAE) производят <<предварительную обработку данных (построение по геометрической модели изделия — CAD-данным — требуемой модели исследуемого процесса, например, сетки конечных элементов, точек приложения сил и их векторов)>> [10]
Только после данных операций система может продолжить выполнение двух оставшихся этапов, а именно:
-
<<анализ модели с помощью специализированного решателя;
-
заключительная обработка результатов (визуализация результатов расчетов математической модели)>>
2) <<Управление производственными процессами (MPM) — обобщенное название набора технологий, методов и программ, используемых при производстве изделий. MPM является ключевым элементом концепции управления жизненным циклом изделий (PLM), являясь связующим звеном между системами автоматизированного проектирования (CAD) и системами планирования ресурсов предприятия (ERP). Планирование производственных цехов, технологических процессов (CAPP, программирование станков с ЧПУ) являются компонентами MPM>>. [11]
Обращаясь к тому же источнику, можно получить следующую информацию:
-
Автоматизированное планирование технологических процессов (CAPP) позволяет <<по заданной CAD-модели изделия составить план его производства, называемый операционной, или маршрутной, картой. Данный план содержит указания о последовательности технологических и сборочных операций, используемых станках и инструментах и проч. Технологическая подготовка производства всегда осуществляется по имеющейся базе данных типовых техпроцессов, применяемых на конкретном предприятии. Различают два подхода к автоматизированной технологической подготовке — модифицированный (вариантный) и генеративный. При модифицированном подходе задача системы CAPP состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповуая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.) При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.>> [12]
-
Системы Автоматизированного производства(CAM)-средства используют информацию CAD-систем следующим образом: <<Входными данными системы CAM является геометрическая модель изделия, разработанная в системе автоматизированного проектирования (CAD). В процессе интерактивной работы с трехмерной моделью в CAM-системе инженер определяет траектории движения режущего инструмента по заготовке изделия (CL-данные), которые затем автоматически верифицируются, визуализируются (для визуальной проверки корректности) и обрабатываются постпроцессором для получения программы управления конкретным станком (называемой также G-код)>> [13]
3)Система управления данными об изделии (PDM) – <<категория программного обеспечения, позволяющая сохранять данные об изделии в базах данных. К данным об изделии прежде всего относят инженерные данные, такие как CAD-модели и чертежи, цифровые макеты (DMU), спецификации материалов (BOM). Метаданные содержат информацию о создателе файла и текущем статусе соответствующего компонента. Система PDM позволяет организовать совместный доступ к этим данным, обеспечивая их постоянную целостность, вносить необходимые изменения во все версии изделия, модифицировать спецификацию материалов, помогать конфигурировать варианты изделия. Система PDM в качестве интегрирующей подсистемы используется на протяжении всего жизненного цикла изделия в рамках концепции управления этим циклом (PLM). Большинство PDM-систем позволяют одновременно работать с инженерными данными, полученными от разных CAD-систем.>> [14]
Таким образом, внедряемая система должна состоять из всех вышеперечисленных средств автоматизации, обладающих общим информационным полем. На Рис.2 отражена структура интегрированной системы автоматизации, включая внутренние связи между компонентами и внешние – с системами управления проектами (PPM) и планирования ресурсов (ERP)
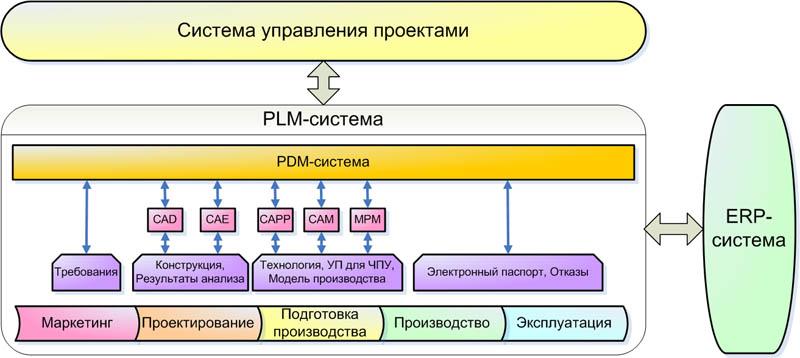
Рис.2 Типовая структура системы автоматизации КТПП
Как было упомянуто в данном разделе, существуют интегрированные системы автоматизации. Они объединяют в себе несколько систем (например, CAD/CAE/CAM). Такие средства могут оказаться значительно удобнее в связи с полной совместимостью её компонентов.